
Cuando una pieza fresada con CNC presenta orificios laterales, caras en ángulo, superficies curvas o elementos en varias caras, el número de ejes de la máquina puede afectar tanto al acceso para el mecanizado como al coste total de producción. Una pieza sencilla puede requerir únicamente un mecanizado de 3 ejes, mientras que una pieza con elementos giratorios o ángulos complejos puede necesitar un mecanizado de 4 o 5 ejes. La elección de la configuración correcta suele depender de cómo interactúa la geometría de la pieza con las trayectorias de la herramienta, las configuraciones de sujeción de la pieza y las tolerancias.
En este artículo se comparan los procesos de mecanizado de 3, 4 y 5 ejes y se explica cómo elegir un proceso adecuado en función de la estructura de la pieza, los requisitos de tolerancia, el coste y el plazo de entrega.
¿Qué es el mecanizado en tres ejes?
El mecanizado en tres ejes es la base estándar de Fresado CNC. En esta configuración, la herramienta de corte se desplaza a lo largo de los ejes lineales X, Y y Z, mientras que la orientación de la herramienta suele permanecer fija con respecto al husillo.

Esta configuración se utiliza habitualmente para piezas prismáticas en las que se puede acceder a la mayoría de las características desde una única dirección fija de la herramienta. Entre las características geométricas más comunes que se obtienen mediante este método se incluyen planos lisos, caras escalonadas, ranuras rectas, cavidades poco profundas, orificios taladrados y perfiles externos estándar.
Ventajas del mecanizado en tres ejes
El mecanizado en 3 ejes resulta práctico cuando la geometría de la pieza es sencilla y se puede acceder a la mayoría de los elementos desde una orientación fija de la herramienta. Su ventaja radica en que permite configuraciones más sencillas, una programación directa y menores costes de mecanizado para piezas CNC estándar.
- Configuración sencilla: Una sujeción sencilla de las piezas y unos tiempos de preparación más cortos contribuyen a acelerar el inicio de la producción.
- Características comunes de las piezas: Se utiliza habitualmente para superficies planas, cavidades poco profundas, orificios taladrados y orificios roscados.
- Menor coste de mecanizado: Unas tarifas de mecanizado más bajas y una programación más sencilla pueden reducir el coste del mecanizado de las piezas estándar.
- Producción estable: Un proceso bien consolidado hace que el mecanizado en tres ejes resulte viable para la producción en serie de componentes estándar.
Limitaciones del mecanizado en tres ejes
Las principales limitaciones del mecanizado en tres ejes se hacen evidentes al trabajar con piezas de múltiples caras o con superficies curvas complejas. Estas limitaciones pueden aumentar el trabajo manual e introducir variaciones entre las distintas operaciones.
- Más cambios en la disposición: Las piezas con varias caras requieren darles la vuelta y volver a sujetarlas manualmente, lo que aumenta el tiempo de manipulación.
- Acceso lateral limitado: Las características laterales suelen requerir una configuración adicional, herramientas en ángulo o una estrategia de mecanizado diferente.
- Riesgo de error de configuración: La rotación manual frecuente de las piezas conlleva el riesgo de que se acumulen errores de ajuste entre operaciones.
- Límites de superficies complejas: Las superficies curvas complejas requieren trayectorias de herramienta punto a punto muy extensas, lo que puede afectar a los tiempos de ciclo.
¿Qué es el mecanizado de 4 ejes?
Mecanizado de 4 ejes Se basa en el movimiento lineal estándar y añade un eje giratorio, que suele denominarse eje A (que gira alrededor del eje X) o eje B (que gira alrededor del eje Y). Esta configuración permite que la pieza de trabajo gire, lo que permite a la herramienta acceder a varias caras en una sola operación.
Este movimiento adicional permite a la máquina acceder a varias caras de una pieza en un solo ciclo de programa. Se suele tener en cuenta cuando los componentes requieren orificios radiales, ranuras circunferenciales, ranuras helicoidales o elementos planos distribuidos alrededor de un eje cilíndrico central o de un cuerpo prismático de múltiples caras.
Ventajas del mecanizado en 4 ejes
El mecanizado de 4 ejes resulta útil a la hora de procesar componentes con elementos distribuidos por varias caras planas o a lo largo de una superficie cilíndrica. Ofrece una forma práctica de reducir el número de pasos del proceso, al tiempo que se evitan parte de los costes adicionales y la complejidad de programación que conlleva el mecanizado de 5 ejes.
- Menos configuraciones manuales: La rotación automática de la pieza reduce la necesidad de volver a fijarla manualmente en los trabajos con varias caras.
- Mejor acceso lateral: Permite realizar cortes continuos o indexados en el perímetro de una pieza.
- Mecanizado rotativo de precisión: Útil para el mecanizado de orificios radiales, ranuras circulares, ranuras de chaveta y elementos helicoidales.
- Mejoras en las relaciones entre características: El mecanizado de varias caras en una sola configuración ayuda a mantener las tolerancias posicionales entre los elementos.
Limitaciones del mecanizado en 4 ejes
Aunque la incorporación de un eje rotativo aumenta la flexibilidad, el mecanizado de 4 ejes está limitado por su único plano de rotación. Los componentes con características complejas y multidireccionales pueden seguir requiriendo operaciones secundarias.
- Un eje giratorio: El movimiento se limita a un solo eje giratorio, por lo que las piezas con ángulos compuestos pueden seguir requiriendo otra configuración o un método de mecanizado diferente.
- Ángulos compuestos limitados: Los orificios descentrados, las caras inclinadas o las superficies con ángulos complejos pueden requerir sistemas de sujeción especiales o un mecanizado de 5 ejes.
- Espacio libre entre elementos de fijación: Las mesas giratorias y los mandriles requieren una planificación minuciosa de las holguras para evitar interferencias con las herramientas.
- Más información sobre la verificación CAM: La programación requiere la coordinación de los ejes giratorios, lo que aumenta la necesidad de realizar simulaciones.
¿Qué es el mecanizado de 5 ejes?
Mecanizado en 5 ejes utiliza tres ejes lineales y dos ejes rotativos, lo que permite que la herramienta o la pieza de trabajo se acerquen a la pieza desde una gama más amplia de ángulos controlados.

Se suele utilizar para cavidades profundas, superficies de forma libre, impulsores, moldes, estructuras aeroespaciales y piezas con ángulos compuestos.
Ventajas del mecanizado en 5 ejes
El mecanizado de 5 ejes resulta útil para componentes estructurales, superficies curvas y piezas que requieren ángulos complejos. En algunos casos, la herramienta puede colocarse en un ángulo más favorable, lo que permite utilizar herramientas más cortas y conseguir condiciones de corte más estables en geometrías complejas.
- Mayor acceso a las herramientas: Los ejes adicionales mejoran el acceso de la herramienta a las caras en ángulo, los socavados y las superficies complejas.
- Mejores ángulos de la herramienta: Orientar la herramienta en un ángulo más favorable con respecto al material puede ayudar a mejorar el acabado de la superficie y prolongar la vida útil de la herramienta.
- Menos configuraciones complejas: Las piezas complejas con múltiples caras pueden requerir menos configuraciones, lo que reduce el reposicionamiento manual entre operaciones.
- Mecanizado de superficies complejas: El movimiento simultáneo y suave se utiliza a menudo para geometrías con contornos complejos.
Limitaciones del mecanizado en 5 ejes
El mecanizado de 5 ejes conlleva un mayor coste, más trabajo de programación y mayores requisitos de verificación, por lo que debe aplicarse únicamente cuando la geometría de la pieza lo justifique. Los elevados costes de los equipos y la complejidad de la programación hacen que deba aplicarse de forma selectiva.
- Mayor coste de la máquina: Una mayor inversión en equipamiento conlleva un mayor coste operativo.
- Programación compleja: Requiere un software CAM avanzado, posprocesadores precisos y protocolos de simulación rigurosos.
- Más comprobaciones de colisiones: La proximidad entre los ejes en movimiento, los dispositivos de sujeción y el husillo exige una minuciosa comprobación de colisiones.
- No siempre es económico: El mecanizado de 5 ejes no siempre resulta rentable para placas sencillas, orificios estándar, ranuras o piezas de baja complejidad.
¿Cuáles son las diferencias entre el mecanizado de 3, 4 y 5 ejes?
Los tres métodos de mecanizado no solo se diferencian por el número de ejes. Influyen en la forma en que la herramienta llega a la pieza, en el número de configuraciones necesarias, en la complejidad de las piezas que se pueden mecanizar y en cómo varían la programación y el coste total. A continuación se presenta una comparación basada en criterios reales de decisión sobre el mecanizado.
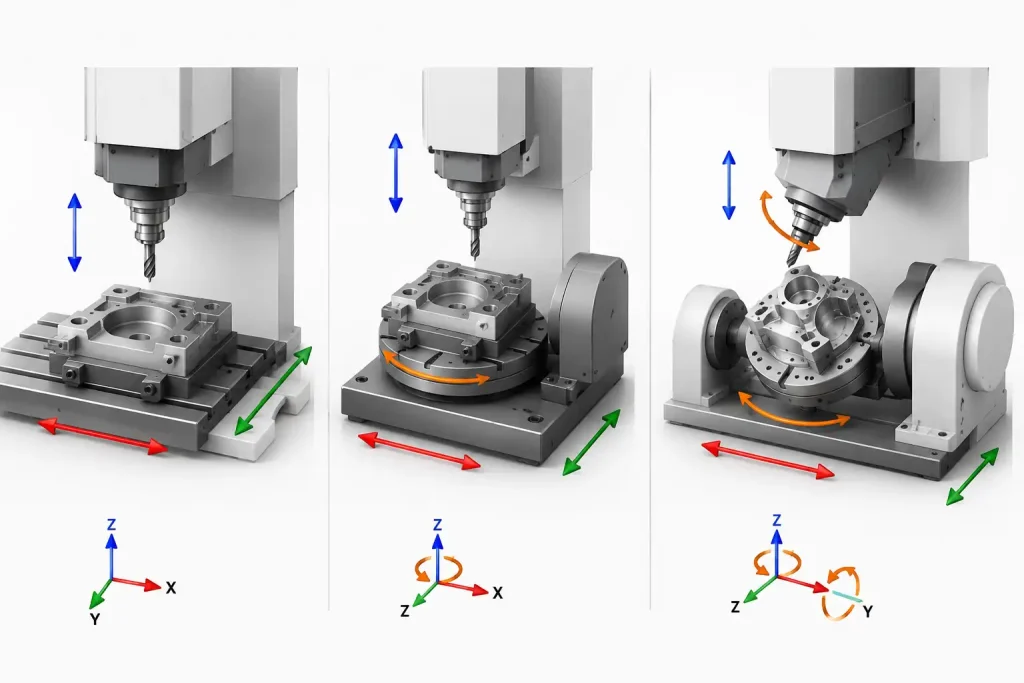
Movimiento del eje
El mecanizado de 3 ejes utiliza movimientos lineales en los ejes X, Y y Z, mientras que la orientación de la herramienta suele permanecer fija. El mecanizado de 4 ejes añade un eje rotativo, lo que permite indexar o girar la pieza de trabajo alrededor de una única línea central. El mecanizado de 5 ejes añade dos ejes rotativos, lo que proporciona a la herramienta o a la pieza un movimiento angular más controlado durante el mecanizado. Esta diferencia afecta a algo más que al movimiento de la máquina, ya que modifica la forma en que se posiciona la pieza, cómo se aproxima la herramienta al material y cómo se planifica la estrategia de mecanizado.
Acceso a las herramientas
Si se puede acceder a los elementos desde una dirección fija de la herramienta, el mecanizado de 3 ejes suele ser suficiente. Si los elementos se encuentran en el lateral o alrededor de la circunferencia, el mecanizado de 4 ejes ofrece una ventaja clara. Si los elementos presentan ángulos compuestos, cavidades profundas o superficies de forma libre, merece la pena considerar el mecanizado de 5 ejes.
Configuraciones
El mecanizado en 3 ejes puede requerir dar la vuelta a la pieza y volver a sujetarla en el caso de piezas con múltiples caras, lo que conlleva una preparación adicional de la sujeción y un mayor tiempo de mano de obra. El mecanizado de 4 ejes puede reducir la necesidad de volver a sujetar manualmente la pieza, ya que gira esta para exponer automáticamente diferentes caras al husillo. El mecanizado de 5 ejes puede reducir aún más las configuraciones en el caso de piezas complejas, lo que a menudo permite un mecanizado completo de múltiples caras con menos configuraciones, aunque esto no significa que todas las piezas justifiquen un flujo de trabajo de 5 ejes.
Complejidad de las piezas
El mecanizado de 3 ejes es adecuado para piezas prismáticas sencillas, placas planas y componentes con características en una sola cara. El mecanizado de 4 ejes es adecuado para elementos con múltiples caras o rotativos, como ejes, manguitos, ranuras circulares, orificios radiales y alojamientos con múltiples caras. El mecanizado de 5 ejes es adecuado para elementos angulados complejos, superficies de forma libre, cavidades profundas e impulsores que requieren un posicionamiento continuo y coordinado de la herramienta.
Precisión
Un mayor número de ejes no implica automáticamente una mayor precisión. La precisión real de los componentes depende del estado de la máquina, la rigidez de la fijación, la estrategia de la trayectoria de la herramienta, las herramientas de corte, la estabilidad del material y los requisitos de inspección. Sin embargo, las máquinas multieje pueden reducir el error de configuración acumulado al realizar múltiples operaciones en diferentes caras sin necesidad de reposicionamiento manual.
Programación
La programación CAM de 3 ejes suele ser más sencilla y requiere una simulación mínima, ya que la orientación de la herramienta no cambia. La programación de 4 ejes debe tener en cuenta el eje giratorio y el sistema de sujeción para garantizar una rotación fluida a lo largo de un único plano. La programación de 5 ejes requiere una programación CAM más detallada, un posprocesamiento específico, una simulación de la máquina y una minuciosa comprobación de colisiones para controlar los movimientos complejos.
Coste
El mecanizado de 3 ejes suele tener unos costes de máquina y programación más bajos, lo que lo convierte en una opción habitual y más económica para geometrías básicas. El mecanizado de 4 ejes puede resultar más caro que el de 3 ejes, pero permite reducir el tiempo de preparación de piezas con múltiples caras. El mecanizado de 5 ejes es más costoso debido a las tarifas de la máquina y a la preparación técnica, pero puede reducir el trabajo con los dispositivos de sujeción, el tiempo de preparación manual o el número total de operaciones en el caso de piezas complejas.
Aplicaciones
3 ejes: placas, soportes, ranuras, orificios, cavidades poco profundas, piezas prismáticas estándar.
4 ejes: ejes, manguitos, orificios radiales, ranuras para chavetas, ranuras circulares, cuerpos de válvulas, colectores, carcasas polifacéticas.
5 ejes: impulsores, álabes de turbina, moldes, estructuras aeroespaciales, implantes médicos, cavidades profundas y superficies de forma libre complejas.
Cómo elegir entre el mecanizado de 3, 4 y 5 ejes
La elección de la configuración de los ejes de la máquina debe partir siempre del plano de la pieza y de los requisitos de mecanizado, en lugar de optar automáticamente por un mayor número de ejes. La estructura de la pieza, el número de caras mecanizadas, las características laterales, las relaciones de tolerancia, la complejidad de la superficie y el coste total influyen en la ruta de mecanizado definitiva.
Estructura de las piezas
Empiece por analizar si la pieza es un componente prismático sencillo, un componente poliedro o una pieza compleja de forma libre. Las superficies planas, los orificios estándar, las ranuras y los cavidades sencillas suelen ser adecuadas para el mecanizado de 3 ejes. Las piezas con orificios radiales, ranuras circulares, chaveteras o elementos helicoidales pueden ser más adecuadas para el mecanizado de 4 ejes. Las cavidades profundas, los ángulos compuestos y las superficies de forma libre pueden requerir un mecanizado de 5 ejes.
Superficies mecanizadas
Una pieza con una única cara principal que contenga elementos suele ser adecuada para el mecanizado de 3 ejes. Si las características se distribuyen en varias caras laterales situadas alrededor de una línea central común, el mecanizado de 4 ejes puede permitir el acceso sin necesidad de configuraciones separadas. Cuando una pieza tiene varias caras orientadas en ángulos compuestos o no estándar, a menudo se evalúa el mecanizado de 5 ejes para acceder a dichas superficies.
Características adicionales
Cuando un diseño requiere orificios transversales, ranuras radiales, chaveteros, orificios laterales o ranuras circunferenciales en un perfil redondeado o multifacético, estas características suelen hacer que merezca la pena considerar el mecanizado de 4 ejes. Esto permite que la herramienta mantenga una aproximación adecuada a la línea central a medida que la pieza gira, evitando la necesidad de construir fijaciones en cuña en ángulo o de realizar múltiples ajustes manuales en una máquina de 3 ejes.
Superficies complejas
Para perfiles de forma libre, curvas continuas o cavidades profundas con espacios libres reducidos, Mecanizado en 5 ejes se evalúa con frecuencia. La capacidad de ajustar continuamente la inclinación de la herramienta permite que una fresa de punta esférica corta siga con suavidad geometrías complejas, evitando la desviación y las vibraciones de la herramienta, al tiempo que contribuye a lograr un acabado superficial controlado que podría resultar difícil o poco eficiente en máquinas con menos ejes.
Tolerancias
Si existen relaciones posicionales muy ajustadas entre las diferentes caras, resulta fundamental reducir al mínimo las repeticiones de la configuración. El mecanizado de 4 o 5 ejes puede ayudar a reducir los errores de configuración acumulados, aunque la precisión final sigue dependiendo del estado de la máquina, los dispositivos de sujeción, las herramientas y los métodos de inspección.
Coste y plazo de entrega
Para determinar la ruta de proceso adecuada hay que sopesar la tarifa por hora de la máquina frente al coste total de producción. En el caso de piezas sencillas, el mecanizado de 3 o 4 ejes puede seguir siendo más práctico, ya que es posible que no se justifique la mayor tarifa por hora de una máquina de 5 ejes. Por el contrario, para componentes complejos de bajo volumen, el mecanizado de 5 ejes puede reducir la necesidad de utillajes especializados, combinar múltiples operaciones y acortar los plazos de entrega.
Conclusión
El mecanizado de 3, 4 y 5 ejes no se reduce a simples niveles de mayor o menor capacidad. El mecanizado de 3 ejes suele ser adecuado para características estándar de una sola cara y piezas prismáticas básicas. El mecanizado de 4 ejes se suele considerar para orificios laterales, ranuras circunferenciales y trabajos de indexación en múltiples caras, mientras que el mecanizado de 5 ejes se utiliza a menudo para ángulos compuestos, cavidades profundas y superficies complejas de forma libre. La elección final debe basarse en la geometría de la pieza, la estrategia de sujeción, los requisitos de tolerancia, el tamaño del lote, el plazo de entrega y el coste total del mecanizado.


