
当数控铣削工件具有侧面孔、倾斜面、曲面或多侧特征时,机床轴数会同时影响加工可达性及总生产成本。 简单的零件可能只需3轴加工,而带有旋转特征或复杂角度的零件则可能需要4轴或5轴加工。选择正确的配置通常取决于零件几何形状与刀具路径、工件夹持方式以及公差之间的相互作用。
本文对比了三轴、四轴和五轴加工,并阐述了如何根据工件结构、公差要求、成本和交货周期选择切实可行的加工工艺。
什么是三轴加工?
三轴加工是 数控铣床. 在这种设置下,切削刀具沿 X、Y 和 Z 线性轴移动,而刀具的朝向通常相对于主轴保持固定。

该配置通常用于棱柱形零件,此类零件的大多数特征均可从一个固定的刀具进给方向进行加工。通过此方法加工的常见几何特征包括平面、阶梯面、简单槽、浅腔、钻孔以及标准外轮廓。
三轴加工的优势
当工件几何形状简单,且大多数特征均可通过固定刀具方向进行加工时,三轴加工便具有实用价值。其优势在于:对于标准数控工件,可简化装夹、实现直接编程,并降低加工开销。
- 简单设置: 简便的工件夹持方式和更短的准备时间有助于加快投产进程。
- 通用部件特征: 通常用于平面、浅槽、钻孔和攻丝孔。
- 降低加工成本: 较低的机床加工费和更简单的编程可以降低标准零件的加工成本。
- 稳定的生产: 成熟的工艺使三轴加工能够实际应用于标准零部件的批量生产。
三轴加工的局限性
在处理多面工件或复杂曲面时,三轴加工的主要局限性便显而易见。这些局限性可能会增加人工工作量,并导致不同工序之间出现偏差。
- 更多“Re-Fixturing”: 多面零件需要手动翻转和重新夹紧,这会增加操作时间。
- 侧面通道受限: 侧面特征通常需要额外的设置、倾斜的刀具或不同的加工策略。
- 安装错误风险: 频繁的手动零件旋转会导致各工序之间累积设置误差。
- 复数表面极限: 复杂的曲面需要大量点对点的刀具路径,这可能会影响加工周期。
什么是4轴加工?
4轴加工 在标准线性运动的基础上增加一个旋转轴,通常称为A轴(绕X轴旋转)或B轴(绕Y轴旋转)。这种结构使工件能够旋转,从而使刀具在单次加工中即可加工多个加工面。
这种额外的运动使机床能够在单个程序循环内加工工件的多个侧面。当工件需要加工径向孔、周向槽、螺旋槽,或者围绕中心圆柱轴或多面棱柱体分布的平面特征时,通常会考虑这种运动方式。
4轴加工的优势
在加工那些特征分布于多个平面或沿圆柱面分布的工件时,4轴加工非常有用。它提供了一种切实可行的方法,既能压缩加工步骤,又能避免5轴加工带来的部分额外成本和编程复杂性。
- 减少手动设置: 工件的自动旋转功能,可减少多面加工过程中手动重新装夹的需求。
- 更便捷的侧面进入: 支持在工件外围进行连续或分段切割。
- 旋转特征加工: 适用于加工径向孔、圆形槽、键槽和螺旋特征。
- 改进的功能关系: 在一次装夹中加工多个面,有助于保持各特征之间的位置公差。
4轴加工的局限性
虽然增加一个旋转轴可以提高加工灵活性,但四轴加工仍受限于其单一旋转平面。对于具有复杂、多方向特征的工件,可能仍需进行二次加工。
- 单旋转轴: 由于运动仅限于一个旋转轴,因此复合角度特征可能仍需另行装夹或采用不同的加工方法。
- 有限复合角: 偏轴孔、倾斜面或复杂角度表面可能需要使用专用夹具或进行五轴加工。
- 赛程安排: 转台和卡盘需要仔细规划间隙,以防止刀具发生干涉。
- 更多CAM验证: 编程需要旋转轴的协调,这使得对仿真的需求日益增加。
什么是五轴加工?
5 轴加工 该设备采用三个线性轴和两个旋转轴,使刀具或工件能够从更广泛的受控角度范围接近工件。

该产品常用于检查深腔、自由曲面、叶轮、模具、航空航天结构件以及具有复合角度的零件。
五轴加工的优势
五轴加工适用于结构件、曲面以及需要复杂角度加工的零件。在某些情况下,刀具可以定位在更有利的角度,从而在加工复杂几何形状时,既能使用较短的刀具,又能确保更稳定的切削条件。
- 更便捷的工具访问: 额外的轴数使刀具能够更好地加工倾斜面、底切和复杂曲面。
- 更优的刀具角度: 将刀具相对于工件调整到更合适的角度,有助于改善表面质量并延长刀具寿命。
- 减少复杂的设置: 复杂的多面零件可能需要较少的装夹次数,从而减少各工序之间的人工重新定位。
- 复杂曲面加工: 对于复杂的轮廓几何形状,通常采用平滑同步运动。
五轴加工的局限性
五轴加工会增加成本、编程工作量和验证要求,因此应仅在工件几何形状确实需要时采用。由于设备成本高昂且编程复杂,必须有选择地应用该工艺。
- 更高的设备成本: 设备投资增加会导致运营成本上升。
- 复杂编程: 需要先进的CAM软件、精确的后处理器以及严格的仿真协议。
- 更多碰撞检测: 由于运动轴、夹具和主轴之间的距离很近,因此需要仔细进行碰撞检查。
- 未必划算: 对于简单的板件、标准孔、槽或低复杂度的零件而言,五轴加工并不总是经济实惠的。
三轴、四轴和五轴加工之间有什么区别?
这三种加工方法的区别不仅仅在于轴数。它们还影响刀具如何接触工件、需要多少次装夹、能够处理多复杂的工件,以及编程和总成本的变化。以下是基于实际加工决策点的比较。
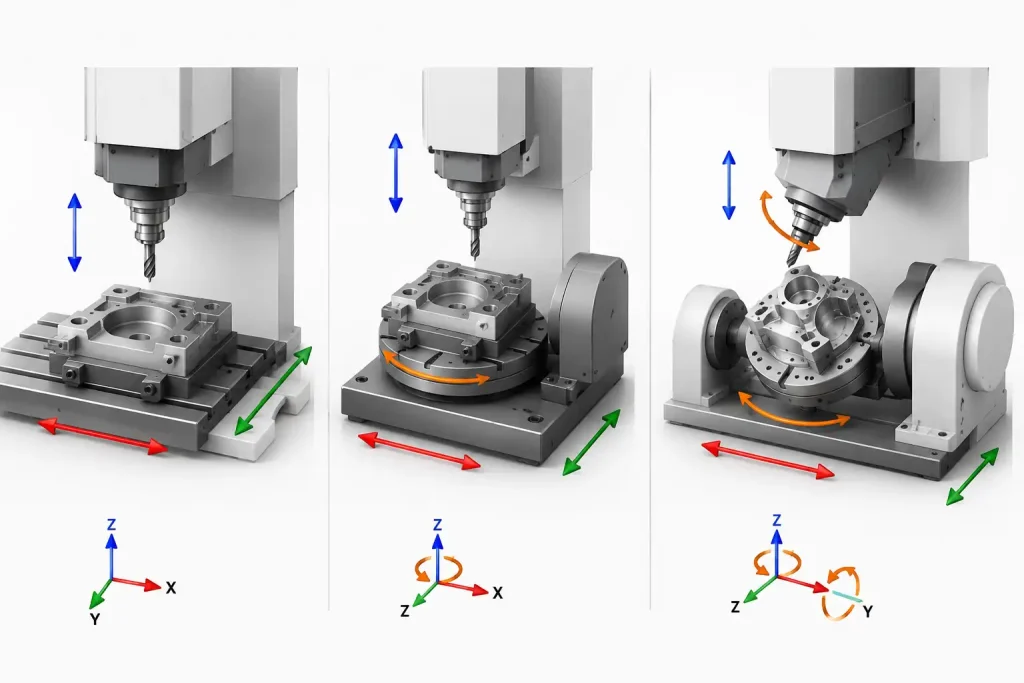
轴向运动
3轴加工利用X、Y和Z轴的线性运动,而刀具的朝向通常保持固定。4轴加工则增加了一个旋转轴,使工件能够围绕单一中心线进行分度或旋转。 五轴加工增加了两个旋转轴,使刀具或工件在加工过程中能够进行更精确控制的角运动。这种差异不仅影响机床的运动方式,还会改变工件的定位方式、刀具切入材料的方式以及加工策略的规划方式。
工具访问
如果加工特征可从固定的刀具进给方向进行加工,通常采用3轴加工即可满足需求。如果加工特征位于侧面或周向,则4轴加工具有明显的优势。如果加工特征涉及复合角度、深腔或自由曲面,则更值得考虑采用5轴加工。
设置
对于多面工件,三轴加工可能需要翻转和重新夹紧,从而导致额外的工件夹持准备工作,并增加工时。 4轴加工可通过自动旋转工件,使不同侧面暴露于主轴前,从而减少人工重新装夹的次数。5轴加工可进一步减少复杂工件的装夹次数,通常能在更少的装夹次数内完成多面加工,但这并不意味着每个工件都适合采用5轴加工流程。
部件复杂性
3轴加工适用于简单的棱柱形零件、平板以及仅在一侧面带有特征的部件。 4轴加工适用于多边形或旋转特征,例如轴、套筒、圆形槽、径向孔以及多边形壳体。5轴加工适用于复杂的倾斜特征、自由曲面、深腔以及需要连续、协调刀具定位的叶轮。
准确性
轴数越多并不一定意味着精度越高。真正的工件精度取决于机床状态、夹具刚度、刀具路径策略、切削刀具、材料稳定性以及检测要求。不过,多轴机床可以通过在不同端面上完成多项加工操作,而无需手动重新定位,从而减少累积的装夹误差。
编程
三轴CAM编程通常较为简单,且几乎不需要进行仿真,因为刀具方向不会发生变化。四轴编程需要考虑旋转轴和夹具,以确保沿单一平面顺畅旋转。五轴编程则需要更详细的CAM编程、专门的后处理、机床仿真以及仔细的碰撞检查,以追踪复杂的运动轨迹。
费用
三轴加工通常具有较低的机床和编程成本,因此对于基本几何形状而言,它是一种常见的低成本选择。 4轴加工的成本可能高于3轴加工,但可以缩短多面零件的装夹时间。5轴加工由于机床费率和工程准备工作,成本更高,但对于复杂零件而言,它可能减少夹具工作量、人工装夹时间或总加工工序数。
应用
3轴:板件、支架、槽、孔、浅凹槽、标准棱柱形零件。
4轴:轴、套筒、径向孔、键槽、圆形槽、阀体、歧管、多边形壳体。
5轴:叶轮、涡轮叶片、模具、航空航天结构件、医疗植入物、深腔以及复杂的自由曲面。
如何在3轴、4轴和5轴加工之间进行选择
选择机床轴配置时,应始终以零件图纸和加工要求为出发点,而不是一味追求更高的轴数。零件结构、被加工面数量、侧面特征、公差关系、表面复杂程度以及总成本都会影响最终的加工方案。
零件结构
首先需确认该零件是简单的棱柱形零件、多边形零件,还是复杂的自由曲面零件。平面、标准孔、槽和简单的凹槽通常适合进行3轴加工。 带有径向孔、圆形槽、键槽或螺旋特征的零件,可能更适合采用4轴加工。深腔、复合角度和自由曲面可能需要5轴加工。
机加工面
一个仅有一个主面且该主面包含加工特征的工件,通常适合进行3轴加工。 如果特征分布在围绕共同中心线的多侧面上,则无需单独装夹即可通过4轴加工进行加工。当工件具有多个朝向复合角度或非标准角度的表面时,通常会考虑采用5轴加工来加工这些表面。
附加功能
当设计需要在圆形或多面轮廓上加工通孔、径向槽、键槽、侧孔或周向槽时,这些特征往往使得4轴加工值得考虑。 这种加工方式能够确保在工件分度过程中,刀具始终保持正确的中心线进给路径,从而避免了在三轴机床上构建倾斜楔形夹具或进行多次手动装夹的必要。
复曲面
对于自由形状的轮廓、连续曲线或间隙狭窄的深腔, 5 轴加工 这一功能常被评估。通过持续调整刀具倾斜角度,短球头立铣刀能够顺畅地沿复杂几何形状加工,既可避免刀具偏转和振颤,又能实现受控的表面光洁度——这在轴数较少的机床上往往难以实现或效率较低。
公差
如果不同表面之间存在紧密的位置关系,则尽量减少重复装夹就显得至关重要。4轴或5轴加工有助于减少累积的装夹误差,但最终精度仍取决于机床状态、夹具、刀具和检测方法。
成本和准备时间
确定合适的加工路线需要权衡机床的每小时费率与总生产成本。 对于简单零件,3轴或4轴加工可能更为实用,因为5轴机床较高的每小时加工费可能难以体现其价值。相反,对于小批量、复杂的零部件,5轴加工可以减少对专用夹具的需求,整合多项加工工序,并缩短交货周期。
结论
3轴、4轴和5轴加工并非单纯以性能优劣来区分的等级。 三轴加工通常适用于标准的单面特征和基本的棱柱形零件。四轴加工通常用于侧面孔、周向槽和多面分度加工,而五轴加工则常用于复合角度、深腔和复杂的自由曲面。 最终的选择应基于零件几何形状、夹持方案、公差要求、批量大小、交货周期以及总加工成本。


