
Wenn ein CNC-gefrästes Teil seitliche Bohrungen, schräge Flächen, gekrümmte Oberflächen oder Merkmale an mehreren Seiten aufweist, kann die Anzahl der Maschinenachsen sowohl den Bearbeitungszugang als auch die Gesamtproduktionskosten beeinflussen. Ein einfaches Bauteil erfordert möglicherweise nur eine 3-Achsen-Bearbeitung, während ein Bauteil mit rotierenden Merkmalen oder komplexen Winkeln eine 4-Achsen- oder 5-Achsen-Bearbeitung erfordern kann. Die Wahl der richtigen Konfiguration hängt oft davon ab, wie die Bauteilgeometrie mit den Werkzeugwegen, den Spannvorrichtungen und den Toleranzen zusammenwirkt.
In diesem Artikel werden die 3-Achsen-, 4-Achsen- und 5-Achsen-Bearbeitung verglichen und erläutert, wie man unter Berücksichtigung der Bauteilstruktur, der Toleranzanforderungen, der Kosten und der Vorlaufzeit ein geeignetes Verfahren auswählt.
Was ist die 3-Achsen-Bearbeitung?
Die 3-Achsen-Bearbeitung ist die Standardgrundlage für CNC-Fräsen. Bei dieser Anordnung bewegt sich das Schneidwerkzeug entlang der linearen X-, Y- und Z-Achsen, während die Werkzeugausrichtung relativ zur Spindel in der Regel fest bleibt.

Diese Konfiguration wird häufig für prismatische Werkstücke verwendet, bei denen die meisten Merkmale aus einer festen Werkzeugrichtung heraus bearbeitet werden können. Zu den typischen geometrischen Merkmalen, die mit dieser Methode hergestellt werden, gehören ebene Flächen, abgestufte Flächen, geradlinige Nuten, flache Taschen, Bohrungen und Standard-Außenprofile.
Vorteile der 3-Achsen-Bearbeitung
Die 3-Achsen-Bearbeitung ist sinnvoll, wenn die Werkstückgeometrie einfach ist und die meisten Merkmale aus einer festen Werkzeugausrichtung heraus erreicht werden können. Ihre Vorteile liegen in einfacheren Rüstvorgängen, einer direkten Programmierung und einem geringeren Bearbeitungsaufwand bei Standard-CNC-Teilen.
- Einfache Einrichtung: Eine unkomplizierte Werkstückspannung und kürzere Rüstzeiten tragen dazu bei, den Produktionsstart zu beschleunigen.
- Gemeinsame Merkmale der Teile: Wird üblicherweise für ebene Flächen, flache Taschen, Bohrungen und Gewindebohrungen verwendet.
- Geringere Bearbeitungskosten: Niedrigere Maschinenkosten und eine einfachere Programmierung können die Bearbeitungskosten für Standardteile senken.
- Stabile Produktion: Ein ausgereifter Prozess macht die 3-Achsen-Bearbeitung für die Serienfertigung von Standardbauteilen praktikabel.
Einschränkungen bei der 3-Achsen-Bearbeitung
Die wesentlichen Einschränkungen der 3-Achsen-Bearbeitung zeigen sich insbesondere bei der Bearbeitung von mehrseitigen Bauteilen oder komplexen gekrümmten Oberflächen. Diese Einschränkungen können den manuellen Arbeitsaufwand erhöhen und zu Abweichungen zwischen den einzelnen Arbeitsschritten führen.
- Weitere Umgestaltungen: Mehrseitige Teile müssen manuell gewendet und neu eingespannt werden, was die Bearbeitungszeit verlängert.
- Eingeschränkter seitlicher Zugang: Seitliche Bearbeitungen erfordern in der Regel eine zusätzliche Einrichtung, schräg gestellte Werkzeuge oder eine andere Bearbeitungsstrategie.
- Risiko eines Einrichtungsfehlers: Häufiges manuelles Drehen der Teile birgt das Risiko, dass sich zwischen den einzelnen Arbeitsschritten Einrichtungsfehler summieren.
- Grenzen komplexer Oberflächen: Komplexe gekrümmte Oberflächen erfordern umfangreiche Punkt-zu-Punkt-Werkzeugwege, was sich auf die Zykluszeiten auswirken kann.
Was ist 4-Achsen-Bearbeitung?
4-Achsen-Bearbeitung baut auf der standardmäßigen linearen Bewegung auf und fügt eine Drehachse hinzu, die üblicherweise als A-Achse (Drehung um die X-Achse) oder B-Achse (Drehung um die Y-Achse) bezeichnet wird. Diese Anordnung ermöglicht es, das Werkstück zu drehen, sodass das Werkzeug im Rahmen eines einzigen Arbeitsgangs mehrere Flächen bearbeiten kann.
Durch diese zusätzliche Bewegung kann die Maschine innerhalb eines einzigen Programmzyklus auf mehrere Seiten eines Werkstücks zugreifen. Dies wird häufig in Betracht gezogen, wenn Bauteile radiale Bohrungen, umlaufende Nuten, spiralförmige Schlitze oder flache Merkmale erfordern, die um eine zentrale zylindrische Achse oder einen mehrseitigen prismatischen Körper verteilt sind.
Vorteile der 4-Achsen-Bearbeitung
Die 4-Achs-Bearbeitung eignet sich besonders für die Bearbeitung von Bauteilen, deren Merkmale über mehrere ebene Flächen oder entlang einer zylindrischen Oberfläche verteilt sind. Sie bietet eine praktische Möglichkeit, Bearbeitungsschritte zu reduzieren und gleichzeitig einen Teil der zusätzlichen Kosten und der programmtechnischen Komplexität der 5-Achs-Bearbeitung zu vermeiden.
- Weniger manuelle Einstellungen: Durch das automatische Drehen des Werkstücks entfällt bei mehrseitigen Bearbeitungsvorgängen die Notwendigkeit einer manuellen Umspannung.
- Besserer seitlicher Zugang: Ermöglicht das kontinuierliche oder indexierte Schneiden entlang des Umfangs eines Bauteils.
- Rotationsbearbeitung: Eignet sich zur Bearbeitung von Radialbohrungen, kreisförmigen Nuten, Keilnuten und spiralförmigen Strukturen.
- Verbesserte Beziehungen zwischen Merkmalen: Die Bearbeitung mehrerer Flächen in einer Aufspannung trägt dazu bei, die Positionstoleranzen zwischen den Merkmalen einzuhalten.
Einschränkungen bei der 4-Achsen-Bearbeitung
Zwar erhöht das Hinzufügen einer Drehachse die Flexibilität, doch ist die 4-Achsen-Bearbeitung durch ihre einzige Drehebene eingeschränkt. Bei Bauteilen mit komplexen, in mehrere Richtungen verlaufenden Merkmalen können dennoch Nachbearbeitungsschritte erforderlich sein.
- Eine Drehachse: Da die Bewegung auf eine Drehachse beschränkt ist, kann es sein, dass Elemente mit zusammengesetzten Winkeln dennoch eine weitere Aufspannung oder ein anderes Bearbeitungsverfahren erfordern.
- Begrenzte zusammengesetzte Winkel: Außerachse liegende Öffnungen, geneigte Flächen oder komplex gewinkelte Oberflächen erfordern unter Umständen spezielle Spannvorrichtungen oder eine 5-Achs-Bearbeitung.
- Abstand zwischen den Befestigungselementen: Drehtische und Spannfutter erfordern eine sorgfältige Planung der Freiräume, um Kollisionen mit den Werkzeugen zu vermeiden.
- Weitere CAM-Verifizierung: Die Programmierung erfordert die Koordination der Drehachsen, wodurch der Bedarf an Simulationen steigt.
Was ist 5-Achsen-Bearbeitung?
5-Achsen-Bearbeitung verwendet drei lineare Achsen und zwei Drehachsen, wodurch das Werkzeug oder das Werkstück aus einem größeren Bereich kontrollierter Winkel an das Werkstück herangeführt werden kann.

Es wird häufig für tiefe Hohlräume, Freiformflächen, Laufräder, Formen, Strukturen für die Luft- und Raumfahrt sowie Bauteile mit zusammengesetzten Winkeln geprüft.
Vorteile der 5-Achsen-Bearbeitung
Die 5-Achs-Bearbeitung eignet sich für Strukturbauteile, gekrümmte Oberflächen und Teile, die komplexe Winkelausrichtungen erfordern. In manchen Fällen lässt sich das Werkzeug in einem günstigeren Winkel positionieren, was den Einsatz kürzerer Werkzeuge und stabilere Schnittbedingungen bei komplexen Geometrien ermöglicht.
- Besserer Zugriff auf Werkzeuge: Die zusätzlichen Achsen verbessern den Werkzeugzugang zu schrägen Flächen, Hinterschneidungen und komplexen Oberflächen.
- Bessere Werkzeugwinkel: Wenn das Werkzeug in einem günstigeren Winkel zum Werkstoff ausgerichtet wird, kann dies zu einer Verbesserung der Oberflächenqualität und zu einer Verlängerung der Standzeit beitragen.
- Weniger komplexe Konfigurationen: Komplexe, mehrseitige Werkstücke erfordern unter Umständen weniger Rüstvorgänge, wodurch sich die manuelle Neupositionierung zwischen den einzelnen Arbeitsschritten verringert.
- Bearbeitung komplexer Oberflächen: Bei komplexen, konturreichen Geometrien wird häufig eine gleichmäßige, gleichzeitige Bewegung eingesetzt.
Einschränkungen bei der 5-Achsen-Bearbeitung
Die 5-Achs-Bearbeitung ist mit höheren Kosten, mehr Programmieraufwand und strengeren Prüfanforderungen verbunden; daher sollte sie nur dort eingesetzt werden, wo die Geometrie des Werkstücks dies rechtfertigt. Aufgrund der hohen Anlagenkosten und der komplexen Programmierung muss sie selektiv eingesetzt werden.
- Höhere Maschinenkosten: Höhere Investitionen in Ausrüstung führen zu höheren Betriebskosten.
- Komplexe Programmierung: Erfordert fortschrittliche CAM-Software, präzise Postprozessoren und strenge Simulationsprotokolle.
- Weitere Kollisionsprüfung: Die unmittelbare Nähe von beweglichen Achsen, Spannvorrichtungen und der Spindel erfordert eine sorgfältige Kollisionsprüfung.
- Nicht immer wirtschaftlich: Die 5-Achs-Bearbeitung ist bei einfachen Platten, Standardbohrungen, Nuten oder Teilen mit geringer Komplexität nicht immer wirtschaftlich.
Was sind die Unterschiede zwischen der 3-Achsen-, 4-Achsen- und 5-Achsen-Bearbeitung?
Drei Bearbeitungsverfahren unterscheiden sich nicht nur hinsichtlich der Anzahl der Achsen. Sie beeinflussen auch, wie das Werkzeug das Werkstück erreicht, wie viele Umrüstungen erforderlich sind, wie komplex ein Werkstück sein darf und wie sich die Programmierung sowie die Gesamtkosten verändern. Nachfolgend finden Sie einen Vergleich auf der Grundlage tatsächlicher Entscheidungspunkte bei der Bearbeitung.
Achsenbewegung
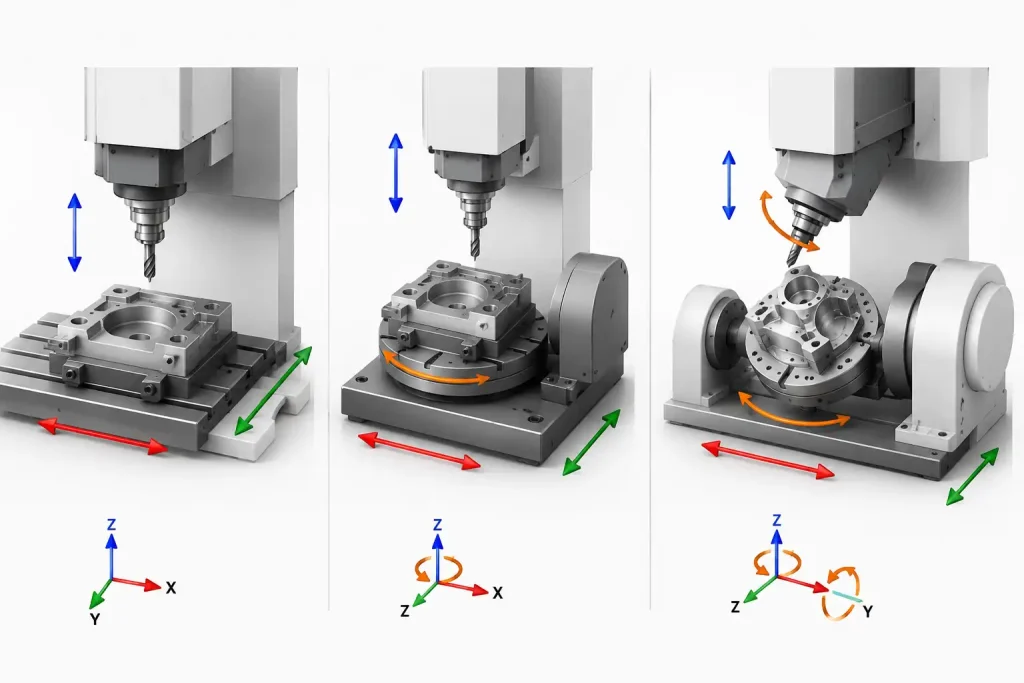
Bei der 3-Achsen-Bearbeitung kommen lineare Bewegungen in X-, Y- und Z-Richtung zum Einsatz, während die Werkzeugausrichtung in der Regel fest bleibt. Bei der 4-Achsen-Bearbeitung kommt eine Drehachse hinzu, wodurch das Werkstück um eine einzige Mittellinie indexiert oder gedreht werden kann. Bei der 5-Achsen-Bearbeitung kommen zwei Drehachsen hinzu, wodurch das Werkzeug oder das Werkstück während der Bearbeitung kontrolliertere Winkelbewegungen ausführen kann. Dieser Unterschied wirkt sich nicht nur auf die Maschinenbewegung aus, sondern verändert auch die Positionierung des Werkstücks, die Annäherung des Werkzeugs an das Material und die Planung der Bearbeitungsstrategie.
Zugriff auf Werkzeuge
Sind die Merkmale aus einer festen Werkzeugrichtung zugänglich, reicht in der Regel eine 3-Achsen-Bearbeitung aus. Befinden sich die Merkmale an der Seite oder am Umfang, bietet die 4-Achsen-Bearbeitung einen deutlichen Vorteil. Bei Merkmalen mit zusammengesetzten Winkeln, tiefen Hohlräumen oder Freiformflächen lohnt es sich, die 5-Achsen-Bearbeitung in Betracht zu ziehen.
Einstellungen
Bei der 3-Achsen-Bearbeitung kann es bei Werkstücken mit mehreren Bearbeitungsflächen erforderlich sein, diese zu wenden und neu einzuspannen, was zusätzlichen Aufwand bei der Werkstückspannung und einen höheren Zeitaufwand mit sich bringt. Die 4-Achsen-Bearbeitung kann manuelles Umspannen reduzieren, indem das Werkstück gedreht wird, um verschiedene Seiten automatisch der Spindel zugänglich zu machen. Die 5-Achsen-Bearbeitung kann den Rüstaufwand bei komplexen Werkstücken weiter verringern und ermöglicht oft eine vollständige mehrseitige Bearbeitung mit weniger Rüstvorgängen, was jedoch nicht bedeutet, dass jedes Werkstück einen 5-Achsen-Bearbeitungsablauf rechtfertigt.
Teil Komplexität
Die 3-Achsen-Bearbeitung eignet sich für einfache prismatische Teile, flache Platten und Bauteile mit Merkmalen auf einer einzigen Fläche. Die 4-Achsen-Bearbeitung eignet sich für mehrseitige oder rotationssymmetrische Merkmale wie Wellen, Hülsen, kreisförmige Nuten, radiale Bohrungen und mehrseitige Gehäuse. Die 5-Achsen-Bearbeitung eignet sich für komplexe, abgewinkelte Merkmale, Freiformflächen, tiefe Hohlräume und Laufräder, die eine kontinuierliche, koordinierte Werkzeugpositionierung erfordern.
Genauigkeit
Eine höhere Anzahl an Achsen bedeutet nicht automatisch eine höhere Genauigkeit. Die tatsächliche Präzision der Bauteile hängt vom Zustand der Maschine, der Steifigkeit der Spannvorrichtung, der Werkzeugwegstrategie, den Schneidwerkzeugen, der Materialstabilität und den Prüfanforderungen ab. Mehrachsige Maschinen können jedoch kumulierte Einrichtungsfehler reduzieren, indem sie mehrere Bearbeitungsschritte an verschiedenen Flächen ohne manuelle Neupositionierung ausführen.
Programmierung
Die 3-Achsen-CAM-Programmierung ist in der Regel unkomplizierter und erfordert nur minimale Simulationen, da sich die Werkzeugausrichtung nicht ändert. Bei der 4-Achsen-Programmierung müssen die Drehachse und die Spannvorrichtung berücksichtigt werden, um eine reibungslose Drehung entlang einer einzigen Ebene zu gewährleisten. Die 5-Achsen-Programmierung erfordert eine detailliertere CAM-Programmierung, eine spezielle Nachbearbeitung, Maschinensimulationen und sorgfältige Kollisionsprüfungen, um die komplexen Bewegungen nachzuverfolgen.
Kosten
Die 3-Achsen-Bearbeitung ist in der Regel mit geringeren Maschinen- und Programmierkosten verbunden und stellt daher eine gängige, kostengünstige Option für einfache Geometrien dar. Die 4-Achsen-Bearbeitung ist zwar unter Umständen teurer als die 3-Achsen-Bearbeitung, kann jedoch die Rüstzeit bei Teilen mit mehreren Flächen verkürzen. Die 5-Achsen-Bearbeitung ist aufgrund der Maschinenkosten und der technischen Vorbereitungsarbeiten teurer, kann jedoch den Aufwand für Spannvorrichtungen, die manuelle Rüstzeit oder die Gesamtzahl der Bearbeitungsschritte bei komplexen Teilen reduzieren.
Anwendungen
3-Achsen: Platten, Halterungen, Nuten, Bohrungen, flache Aussparungen, prismatische Standardteile.
4-Achsen: Wellen, Hülsen, Radialbohrungen, Keilnuten, kreisförmige Schlitze, Ventilkörper, Verteilerblöcke, mehrseitige Gehäuse.
5-Achsen-Bearbeitung: Laufräder, Turbinenschaufeln, Formen, Bauteile für die Luft- und Raumfahrt, medizinische Implantate, tiefe Hohlräume und komplexe Freiformflächen.
So entscheiden Sie sich zwischen 3-Achsen-, 4-Achsen- und 5-Achsen-Bearbeitung
Bei der Wahl der Maschinenachsenkonfiguration sollte man stets von der Werkstückzeichnung und den Bearbeitungsanforderungen ausgehen, anstatt automatisch eine höhere Achsanzahl zu wählen. Die Werkstückstruktur, die Anzahl der zu bearbeitenden Flächen, seitliche Merkmale, Toleranzbeziehungen, die Komplexität der Oberflächen sowie die Gesamtkosten beeinflussen alle den endgültigen Bearbeitungsablauf.
Teileaufbau
Prüfen Sie zunächst, ob es sich bei dem Bauteil um ein einfaches prismatisches Bauteil, ein mehrseitiges Bauteil oder ein komplexes Freiformteil handelt. Flache Oberflächen, Standardbohrungen, Nuten und einfache Taschen eignen sich oft für die 3-Achsen-Bearbeitung. Teile mit radialen Bohrungen, kreisförmigen Nuten, Passfedernuten oder spiralförmigen Merkmalen sollten eher für die 4-Achsen-Bearbeitung in Betracht gezogen werden. Tiefe Hohlräume, zusammengesetzte Winkel und Freiformflächen erfordern möglicherweise eine 5-Achsen-Bearbeitung.
Bearbeitete Flächen
Ein Werkstück mit einer einzigen Hauptfläche, auf der sich Merkmale befinden, eignet sich häufig für die 3-Achsen-Bearbeitung. Sind die Merkmale auf mehrere Seitenflächen verteilt, die um eine gemeinsame Mittellinie liegen, ermöglicht die 4-Achsen-Bearbeitung den Zugang ohne separate Umrüstungen. Wenn ein Werkstück mehrere Flächen aufweist, die in zusammengesetzten oder nicht standardmäßigen Winkeln ausgerichtet sind, wird häufig die 5-Achsen-Bearbeitung in Betracht gezogen, um diese Oberflächen zu erreichen.
Zusatzfunktionen
Wenn eine Konstruktion Durchgangsbohrungen, radiale Schlitze, Keilnuten, seitliche Öffnungen oder Umfangsnuten an einem abgerundeten oder mehrflächigen Profil erfordert, ist aufgrund dieser Merkmale oft eine 4-Achsen-Bearbeitung eine Überlegung wert. Dadurch kann das Werkzeug beim Drehen des Werkstücks stets den richtigen Anfahrwinkel zur Mittellinie beibehalten, wodurch sich die Konstruktion von schrägen Keilspannvorrichtungen oder mehrere manuelle Umrüstungen an einer 3-Achsen-Maschine vermeiden lassen.
Komplexe Oberflächen
Bei Freiformprofilen, durchgehenden Kurven oder tiefen Aussparungen mit engen Abständen, 5-Achsen-Bearbeitung wird häufig bewertet. Die Möglichkeit, die Werkzeugneigung kontinuierlich anzupassen, ermöglicht es einem kurzen Kugelfräser, sich reibungslos an komplexe Geometrien anzupassen, wodurch eine Durchbiegung des Werkzeugs und Vibrationen vermieden werden und gleichzeitig eine kontrollierte Oberflächengüte erzielt wird, die auf Maschinen mit weniger Achsen schwierig oder ineffizient zu erreichen wäre.
Toleranzen
Wenn zwischen verschiedenen Flächen enge Positionsbeziehungen bestehen, ist es entscheidend, wiederholte Rüstvorgänge auf ein Minimum zu reduzieren. Eine 4- oder 5-Achsen-Bearbeitung kann dazu beitragen, kumulierte Rüstfehler zu verringern, wobei die endgültige Genauigkeit jedoch weiterhin vom Zustand der Maschine, den Spannvorrichtungen, dem Werkzeugsatz und den Prüfverfahren abhängt.
Kosten und Vorlaufzeit
Bei der Festlegung des richtigen Fertigungsprozesses muss der Stundensatz der Maschine gegen die Gesamtproduktionskosten abgewogen werden. Bei einfachen Bauteilen kann die 3- oder 4-Achs-Bearbeitung weiterhin praktischer sein, da sich der höhere Stundensatz einer 5-Achs-Maschine möglicherweise nicht rechtfertigt. Umgekehrt kann die 5-Achs-Bearbeitung bei komplexen Bauteilen in kleinen Stückzahlen den Bedarf an speziellen Vorrichtungen verringern, mehrere Bearbeitungsschritte kombinieren und die Durchlaufzeit verkürzen.
Schlussfolgerung
Bei der 3-Achsen-, 4-Achsen- und 5-Achsen-Bearbeitung geht es nicht einfach um unterschiedliche Leistungsstufen. Die 3-Achsen-Bearbeitung eignet sich häufig für einseitige Standardmerkmale und einfache prismatische Teile. Die 4-Achsen-Bearbeitung wird üblicherweise für seitliche Bohrungen, Umfangsnuten und mehrseitige Indexierarbeiten in Betracht gezogen, während die 5-Achsen-Bearbeitung oft für zusammengesetzte Winkel, tiefe Kavitäten und komplexe Freiformflächen eingesetzt wird. Die endgültige Entscheidung sollte auf der Grundlage der Teilegeometrie, der Spannstrategie, der Toleranzanforderungen, der Losgröße, der Durchlaufzeit und der Gesamtbearbeitungskosten getroffen werden.


