

Das Textfräsen ist ein gängiges Verfahren, um CNC-Teile dauerhaft mit Kennzeichnungen wie Teilenummern, Seriennummern und Markenlogos zu versehen. Durch den Einsatz eines rotierenden Schneidwerkzeugs wird eine physische Vertiefung in der Werkstückoberfläche erzeugt, wodurch sich diese Markierung besonders für Teile eignet, die auch nach der Bearbeitung, Handhabung oder Oberflächenveredelung noch lesbar bleiben müssen.
Im Gegensatz zum Drucken, Etikettieren oder zur flachen Oberflächenmarkierung wird beim Textfräsen Material abgetragen, um vertieften Text zu erzeugen. Das Endergebnis hängt von Faktoren wie der Schriftartenstruktur, der Werkzeuggeometrie, den Materialeigenschaften, der Frästiefe und der Reihenfolge der Oberflächenbearbeitung ab. Dieser Leitfaden behandelt die Funktionsweise des Textfräsens, die Rolle von CAM und G-Code sowie die wesentlichen Konstruktionsregeln für die Auswahl von Schriftarten, Werkzeugen und Materialien.
Was ist Textfräsen?
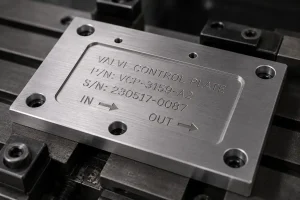
Das Textfräsen ist ein CNC-Bearbeitungsverfahren, bei dem ein rotierendes Schneidwerkzeug Material von der Oberfläche eines Werkstücks abträgt, um Zeichen, Symbole oder Logos zu erzeugen. Es wird häufig zur Kennzeichnung von Werkstücken verwendet, beispielsweise für Seriennummern, Chargencodes, Ausrichtungspfeile oder Markenzeichen.
Im Gegensatz zu Oberflächenmarkierungsverfahren wie Drucken, Etikettieren oder Lasermarkieren entstehen beim Textfräsen physische Rillen oder eine messbare Tiefe. Da es sich bei der Markierung nicht lediglich um eine Farbveränderung der Oberfläche handelt, eignet sie sich für Industrieteile, bei denen dauerhafte Lesbarkeit, Verschleißfestigkeit und Rückverfolgbarkeit erforderlich sind.
Wie funktioniert das CNC-Fräsen von Schriftzügen?
Der Arbeitsablauf beim Textfräsen setzt Konstruktionsvorgaben in Bearbeitungsschritte um. Der Prozess reicht von der anfänglichen Dokumentation bis hin zum präzisen Materialabtrag.
Vorbereitung von Textinhalten und CAD-Geometrie
Die Anforderungen an die Beschriftung werden in der Regel in technischen Zeichnungen oder Projektspezifikationen festgelegt. Konstrukteure müssen den Textinhalt, die Position, die Ausrichtung, die Zeichenhöhe und den Gravurbereich festlegen. In der CAD-Phase wird der Text in bearbeitbare Geometrie umgewandelt, beispielsweise in geschlossene Konturen oder Mittellinien, um sicherzustellen, dass die Daten für die Erstellung der Werkzeugwege bereit sind.
Erstellung von Werkzeugwegen und G-Code
Die CAM-Software berechnet die Fräsbahnen auf der Grundlage der Textgeometrie, des Werkzeugs, des Materials und der gewünschten Frästiefe. Die Software generiert G-Code, der die Spindel und die Achsen der CNC-Maschine steuert. Dieser Code regelt die Bewegung des Werkzeugs, einschließlich Eintauchtiefe, Rückzug und Vorschubgeschwindigkeiten, um einen präzisen Materialabtrag zu erzielen.
CNC-Bearbeitung, Entgraten und Prüfung
Die CNC-Maschine führt den Werkzeugweg aus, um den Text in das Werkstück zu fräsen. Da kleine Zeichen und tiefe Nuten zu Metallgraten führen können, ist das Entgraten ein üblicher Schritt nach der Bearbeitung. Bei der Endkontrolle werden die Frästiefe, die Kantenqualität und die Gesamtposition anhand der Anforderungen der Zeichnung überprüft.
Der CAM-Prozess: Vom Text zum G-Code
Die CAM-Stufe wandelt 2D-Text in Werkzeugwege mit festgelegten Fräserbewegungen und Schnitttiefen um. Dieser Schritt entscheidet darüber, ob der endgültige Text klar und einheitlich bearbeitet werden kann.

Vorbereitung von Text- und Logodateien
Texte und Logos sollten vorzugsweise als Vektordateien wie DXF, SVG oder AI bereitgestellt werden. Bei umfangreicheren Fertigungsprojekten ist die Wahl der richtigen CAD-Dateiformat Dies trägt zudem dazu bei, Probleme bei der Datenkonvertierung vor der Bearbeitung zu vermeiden. Bitmap-Dateien (JPG, PNG) können nicht direkt für hochwertige Werkzeugwege verwendet werden und müssen vektorisiert werden. Darüber hinaus sollten Logos mit feinen Linien, scharfen Ecken oder komplexen dekorativen Elementen vereinfacht werden, damit das CAM-System durchgehende, bearbeitbare Pfade erkennen kann.
Gängige Arten von Text-Werkzeugwegen
-
Werkzeugbahn entlang der Mittellinie: Ideal für einzeilige Schriftarten und feinen Text; die Pfade sind kurz, was oft zu kürzeren Bearbeitungszeiten führt.
-
Profil-Werkzeugweg: Folgt dem Umriss des Textes; geeignet für Standardschriftarten und Logokonturen.
-
Fräsbahn für die Aussparung: Entfernt Material aus dem Inneren von Zeichen; eignet sich für fetten Text, große Logos oder ausgefüllte Kennzeichnungen.
CNC-Gravursoftware und G-Code-Ausgabe
Software wie Fusion 360, Mastercam, SolidWorks CAM, VCarve oder F-Engrave wird verwendet, um Vektortext in Programme umzuwandeln, die auf bestimmte Maschinen zugeschnitten sind. Kunden müssen in der Regel keinen G-Code bereitstellen. Es reicht aus, den Textinhalt, die Position, die Zieltiefe, das Material und die Vektordateien anzugeben, da die Maschinenwerkstatt das Programm auf der Grundlage ihrer spezifischen Werkzeug- und Maschinenkonfiguration überprüft.
Bei kundenspezifischen CNC-Teilen, die Teilenummern, Seriennummern, Logos oder Funktionskennzeichnungen erfordern, kann Minghe die Zeichnung, die Position der Kennzeichnung, das Material und die Anforderungen an die Oberflächenbehandlung gemeinsam mit dem Gesamtkonzept prüfen. CNC-Bearbeitungsverfahren.
Schriftarten für die CNC-Textfräsung
Die Wahl der Schriftart wirkt sich auf die Komplexität des Konturverlaufs, die Bearbeitungszeit, das Gratrisiko und die Lesbarkeit aus.
-
Einzeilige Schriftarten: Für das Fräsen entlang der Mittellinie konzipiert; die Fräsbahnen sind einfach und effizient.
-
Serifenlose Schriftarten: Klare, gleichmäßige Linienführung; eine beliebte Wahl für industrielle Kennzeichnungen.
-
Schriften mit fester Zeichenbreite: Stellt einen festen Abstand sicher; nützlich zum Ausrichten von Serien- oder Chargennummern.
-
Zier- oder Sonder-Schriftarten: Weisen oft komplexe Details und scharfe Kanten auf, was das Risiko von Graten, Werkzeugbruch oder schlechter Lesbarkeit erhöhen kann.
Konstruktionsregeln für das CNC-Fräsen von Schriftzügen
Die Einhaltung der DFM-Grundsätze (Design for Manufacturability) trägt dazu bei, das Bearbeitungsrisiko zu verringern und die Lesbarkeit der Markierungen zu verbessern.
Schriftgröße, Strichstärke und Gravurtiefe
Die Zeichenhöhe und die Schnittbreite sollten auf den Werkzeugdurchmesser abgestimmt sein. Beim Profilfräsen oder Taschenfräsen sollte die Schnittbreite größer sein als der Werkzeugdurchmesser. Bei einzeiligen Schriftarten oder V-Bit-Werkzeugen hängt die Breite vom Werkzeugwinkel und der gewünschten Tiefe ab. Eine typische Frästiefe beträgt 0,1–0,3 mm; tieferes Fräsen erhöht die Werkzeugbelastung und das Gratrisiko, während flacheres Fräsen nach der Endbearbeitung zu einem Verlust an Schärfe führen kann.
Textplatzierung und Vermeidung von Funktionsflächen
Bei der Beschriftung sollten Dichtflächen, Lagersitze, Präzisionspassflächen, Gleitflächen, dünnwandige Bereiche und Stellen mit hoher Spannungskonzentration grundsätzlich vermieden werden. Tiefe Markierungen können die Montagegenauigkeit, die Dichtwirkung, die Reibung und die Ermüdungsfestigkeit beeinträchtigen. Bei kleinen oder dünnwandigen Bauteilen ist sicherzustellen, dass der zu gravierende Bereich eine ausreichende Materialstärke aufweist.
Vertiefte Schrift, erhabene Schrift, Logo und Oberflächenveredelung
Vertiefter Text ist die gängigste und kostengünstigste Methode. Bei erhabenem Text muss das umgebende Hintergrundmaterial entfernt werden, was die Bearbeitungszeit und die Kosten erhöht. Logos sollten vereinfacht werden, um unnötige feine Details zu entfernen. Was die Oberflächenveredelung betrifft, kann das Fräsen des Textes vor der Endbearbeitung dazu beitragen, die Gleichmäßigkeit der Beschichtung zu gewährleisten. Das Fräsen nach der Endbearbeitung kann zwar einen höheren optischen Kontrast erzielen, jedoch auch das Grundmaterial freilegen und den Korrosionsschutz beeinträchtigen.
Werkzeuge und Zerspanungsstrategien

Die Werkzeugauswahl hängt von der Schriftgröße, dem Material, der Zieltiefe und der Maschinensteifigkeit ab.
| Werkzeug-Typ | Bestimmungsgemäße Verwendung | Anmerkungen |
| V-Bit-Fräser | Kleiner Text, Mittellinie, feine Linien | Die Strichbreite hängt vom Winkel und der Tiefe ab; die Spitze ist empfindlich |
| Kleiner Schaftfräser | Profiltext, Einsteckfächer, Logos | Erfordert ausreichende Steifigkeit und Späneabfuhr |
| Kugelfräser | Gewölbte Oberflächen, flache Spuren | Sanfter Übergang am Boden; weniger scharfe Kanten |
| Einschneidiger Fräser | Aluminium, Kunststoff | Geeignet für leichte Schnitte; erfordert eine Vibrationsdämpfung |
| Diamant-Schleifwerkzeug | Kratzspuren auf harten Oberflächen | Zum Aufrauen, nicht zum tiefen Fräsen |
Bei der Werkzeugauswahl gilt es, ein Gleichgewicht zwischen Präzision und Kosten zu finden. Werkzeuge mit kleinem Durchmesser sind bruchanfällig, und beim Fräsen in größere Tiefen sind konservativere Vorschub- und Drehzahlparameter erforderlich.
Werkstoffe für die CNC-Textfräsung
Aluminium-Legierungen werden häufig zum Fräsen von Schriftzeichen verwendet und zeichnen sich durch eine klare Markierung, geringen Schnittwiderstand und eine relativ einfache Entgratung aus.
Edelstahl und Kohlenstoffstahl zeichnen sich durch eine hohe Haltbarkeit aus, erfordern jedoch aufgrund ihrer Härte konservative Bearbeitungsparameter, um den Werkzeugverschleiß zu verringern und Gratbildung zu vermeiden.
Messing und Kupfer lassen sich sauber schneiden, doch aufgrund ihrer weicheren Schneideigenschaften können Grate oder gewellte Kanten entstehen, sodass ein gesonderter Entgratungsschritt erforderlich ist.
Bei technischen Kunststoffen müssen Spindeldrehzahl und Vorschub sorgfältig geregelt werden, um ein Schmelzen, Materialausblühungen, das Anhaften am Werkzeug oder verschmierte Kanten zu vermeiden.
Textfräsen im Vergleich zu anderen Identifizierungsmethoden
| Methode | Markierungstiefe | Dauerhaftigkeit | Bestimmungsgemäße Verwendung | Beschränkungen |
| Textfräsen / gefräster Text | Physikalische Tiefe | Hoch | Abriebfeste Markierungen und langfristige Rückverfolgbarkeit | Höhere Kosten und längere Bearbeitungszeit |
| Flache CNC-Gravur | Flach bis mittel | Hoch | Typenschilder, Zierbeschriftungen und helle Schriftzüge | Tiefe und Kontur werden durch die Werkzeuggeometrie begrenzt |
| Lasermarkierung | Sehr oberflächliche oder nur oberflächlich wirkende Veränderung | Mittel bis hoch | Seriennummern, QR-Codes und Kennzeichnung in großen Stückzahlen | Nicht geeignet, wenn physische Tiefe erforderlich ist |
| Keine Schnitttiefe | Niedrig | Visuelle Kennzeichnung in großen Stückzahlen | Kann sich abnutzen oder durch Reinigung beeinträchtigt werden | |
| Etiketten | Keine Schnitttiefe | Niedrig | Vorübergehende Kennzeichnung und Bestandsverwaltung | Kann sich in rauen Umgebungen ablösen oder versagen |
Das Textfräsen eignet sich, wenn eine bestimmte Tiefe, Verschleißfestigkeit und langfristige Lesbarkeit erforderlich sind. Bei kleinen Seriennummern, QR-Codes oder der Oberflächenmarkierung in großen Stückzahlen ist die Lasermarkierung oft effizienter.
Bewährte Verfahren für das Textfräsen
Verwenden Sie diese Checkliste bei der Planung und bei der Einholung eines Angebots:
-
Verwenden Sie einfache Schriftarten.
-
Bitte stellen Sie Vektordateien (DXF/SVG/AI) zur Verfügung.
-
Passen Sie die Zeichenhöhe, die Strichstärke und die Werkzeuggröße an.
-
Geben Sie die gewünschte Frästiefe ausdrücklich an.
-
Vermeiden Sie Dichtflächen, Lagersitze, dünnwandige Bereiche und hochbeanspruchte Zonen.
-
Legen Sie die Reihenfolge der Oberflächenbearbeitung im Voraus fest.
-
Führen Sie eine CAM-Simulation oder eine Prototypenprüfung für kleine Schriftzüge oder gekrümmte Oberflächen durch.
Häufig gestellte Fragen zum CNC-Fräsen von Schriftzügen
Wie tief kann CNC-Text gefräst werden?
Die typischen Frästiefen liegen je nach Material und Schriftgröße im Bereich von 0,1 bis 0,5 mm. Eine tiefere Fräsung verlängert die Bearbeitungszeit, führt zu einer stärkeren Gratbildung und erhöht das Risiko eines Werkzeugbruchs.
Sollte das Fräsen von Schriftzügen vor oder nach der Oberflächenbearbeitung erfolgen?
Das hängt von der Ästhetik, der Korrosionsbeständigkeit und der Lesbarkeit ab. Das Fräsen des Textes vor der Endbearbeitung sorgt für eine gleichmäßige Beschichtung, während das Fräsen nach der Endbearbeitung zwar einen höheren Kontrast bieten kann, jedoch auch das Grundmaterial freilegen und den Korrosionsschutz beeinträchtigen kann.
Warum ist der Text nach der Bearbeitung verschwommen oder weist Unebenheiten in der Tiefe auf?
Dies wird in der Regel durch zu dünne Schriftzüge, Werkzeugverschleiß, nicht aufeinander abgestimmte Werkzeugradien, ungeeignete Bearbeitungsparameter, ungleichmäßige Spannung oder eine das Detail verdeckende Oberflächenbeschaffenheit verursacht.
Schlussfolgerung
Das Textfräsen eignet sich für die CNC-Kennzeichnung, bei der eine gewisse Tiefe, Verschleißfestigkeit und langfristige Lesbarkeit erforderlich sind. Planen Sie Ihre Projekte, indem Sie Schriftarten, Tiefe, Werkzeuge, Materialien, Oberflächenbeschaffenheit und Dateiformate im Voraus festlegen, um die Anforderungen an die Kennzeichnung mit der Bearbeitungseffizienz in Einklang zu bringen.


