

A fresagem de texto é um método comum para aplicar marcações duradouras em peças CNC, tais como números de peça, números de série e logótipos de marca. Através da utilização de uma ferramenta de corte rotativa, cria-se uma profundidade física na superfície da peça, tornando a marcação mais adequada para peças que precisam de permanecer legíveis após a maquinagem, o manuseamento ou o acabamento da superfície.
Ao contrário da impressão, da etiquetagem ou da marcação superficial superficial, a fresagem de texto remove material para formar texto recuado. O resultado final depende de fatores como a estrutura do tipo de letra, a geometria da ferramenta, as propriedades do material, a profundidade de fresagem e a sequência de acabamento da superfície. Este guia aborda o funcionamento da fresagem de texto, o papel do CAM e do código G, bem como as regras essenciais de conceção para a seleção de tipos de letra, ferramentas e materiais.
O que é a fresagem de texto?
A gravação por fresagem é um processo de maquinagem CNC em que uma ferramenta de corte rotativa remove material da superfície de uma peça para formar caracteres, símbolos ou logótipos. É frequentemente utilizada para a identificação de peças, como números de série, códigos de lote, setas de orientação ou marcas de marca.
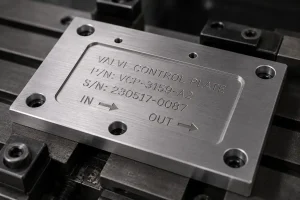
Ao contrário dos métodos de marcação superficial, como a impressão, a etiquetagem ou a marcação a laser, a fresagem de texto cria ranhuras físicas com profundidade mensurável. Uma vez que a marcação não se resume a uma simples alteração de cor na superfície, é adequada para peças industriais que exigem legibilidade duradoura, resistência ao desgaste e rastreabilidade.
Como funciona a fresagem de texto por CNC?
O fluxo de trabalho para a fresagem de texto traduz as especificações do projeto em operações de maquinagem. O processo vai desde a documentação inicial até à remoção precisa de material.
Preparação do conteúdo de texto e da geometria CAD
Os requisitos de identificação são normalmente definidos nos desenhos de engenharia ou nas especificações do projeto. Os projetistas devem especificar o conteúdo do texto, a localização, a orientação, a altura dos caracteres e a área de gravação. Na fase de CAD, o texto é convertido em geometria usinável, como contornos fechados ou linhas centrais, garantindo que os dados estejam prontos para a geração do percurso da ferramenta.
Geração de percursos de ferramenta e código G
O software CAM calcula os percursos com base na geometria do texto, na ferramenta, no material e na profundidade de fresagem pretendida. O software gera código G, que controla o fuso e os eixos da máquina CNC. Este código rege o movimento da ferramenta, incluindo a profundidade de penetração, a retração e as velocidades de avanço, de modo a garantir uma remoção precisa do material.
Maquinação CNC, rebarbação e inspeção
A máquina CNC executa o percurso da ferramenta para gravar o texto na peça. Uma vez que os caracteres pequenos e os canais profundos podem gerar rebarbas metálicas, a remoção de rebarbas é uma etapa padrão após a usinagem. A inspeção final consiste em verificar a profundidade de fresagem, a qualidade das arestas e a posição geral, comparando-as com os requisitos do desenho.
O processo CAM: do texto ao código G
O Fase CAM converte texto 2D em percursos de ferramenta com movimento e profundidade definidos da fresa. Esta etapa determina se o texto final pode ser maquinado de forma nítida e consistente.

Preparação de ficheiros de texto e logótipos
É preferível fornecer o texto e os logótipos em ficheiros vetoriais, como DXF, SVG ou AI. Para projetos de fabrico de maior envergadura, a escolha do formato certo Formato de ficheiro CAD ajuda também a reduzir os problemas de conversão de dados antes da maquinação. Os ficheiros bitmap (JPG, PNG) não podem ser utilizados diretamente para percursos de ferramenta de alta qualidade e requerem vetorização. Além disso, os logótipos com linhas finas, cantos acentuados ou elementos decorativos complexos devem ser simplificados para permitir que o sistema CAM reconheça percursos contínuos e maquináveis.
Tipos comuns de percursos de ferramenta de texto
-
Trajetória de fresagem na linha central: Ideal para tipos de letra de linha única e texto fino; os percursos são curtos, o que muitas vezes resulta em tempos de maquinagem mais curtos.
-
Trajetória de perfil: Segue o contorno do texto; adequado para tipos de letra padrão e contornos de logótipos.
-
Trajetória de usinagem de cavidades: Remove material do interior dos caracteres; adequado para texto em negrito, logótipos grandes ou identificadores preenchidos.
Software de gravação CNC e geração de código G
Utilizam-se programas como o Fusion 360, Mastercam, SolidWorks CAM, VCarve ou F-Engrave para converter texto vetorial em programas adaptados a máquinas específicas. Os clientes, geralmente, não precisam de fornecer o código G. Basta fornecer o conteúdo do texto, a localização, a profundidade pretendida, o material e os ficheiros vetoriais, uma vez que a oficina irá verificar o programa com base nas suas ferramentas específicas e na configuração da máquina.
No caso de peças CNC personalizadas que exijam números de peça, números de série, logótipos ou marcações funcionais, a Minghe pode analisar o desenho, a posição da marcação, o material e os requisitos de acabamento, juntamente com o conjunto geral Processo de maquinagem CNC.
Tipos de letra para fresagem de texto em CNC
A escolha do tipo de letra influencia a complexidade do traçado, o tempo de maquinagem, o risco de rebarbas e a legibilidade.
-
Fontes de linha única: Concebido para fresagem na linha central; os percursos são simples e eficientes.
-
Fontes sans-serif: Traçado limpo e estável; uma escolha comum para identificadores industriais.
-
Fontes de espaçamento fixo: Garante um espaçamento fixo; útil para alinhar números de série ou de lote.
-
Tipos de letra decorativos ou personalizados: Apresentam frequentemente detalhes complexos e ângulos agudos, o que pode aumentar o risco de rebarbas, quebra da ferramenta ou fraca legibilidade.
Regras de conceção para fresagem de texto por CNC
A adesão aos princípios do DFM (Design for Manufacturability) ajuda a reduzir os riscos associados à maquinagem e melhora a nitidez da marcação.
Tamanho do texto, largura do traço e profundidade da gravação
A altura dos caracteres e a largura do traço devem estar equilibradas com o diâmetro da ferramenta. Para fresagem de perfis ou cavidades, a largura do traço deve ser superior ao diâmetro da ferramenta. No caso de tipos de letra de linha única ou ferramentas com ponta em V, a largura depende do ângulo da ferramenta e da profundidade pretendida. Uma profundidade de fresagem típica situa-se entre 0,1 e 0,3 mm; uma fresagem mais profunda aumenta a carga sobre a ferramenta e o risco de rebarbas, enquanto uma fresagem menos profunda pode resultar numa perda de definição após o acabamento.
Posicionamento do texto e evasão de superfícies funcionais
Em geral, deve evitar-se a gravação em superfícies de vedação, assentos de rolamentos, superfícies de encaixe de precisão, áreas de deslizamento, secções de paredes finas e zonas de elevada concentração de tensões. As marcas profundas podem afetar a precisão da montagem, o desempenho da vedação, o atrito e a resistência à fadiga. No caso de peças pequenas ou de paredes finas, verifique se a área a gravar possui espessura de material suficiente.
Texto recuado, texto em relevo, logótipo e acabamento da superfície
O texto recuado é o método mais comum e económico. O texto em relevo requer a remoção do material de fundo circundante, o que aumenta o tempo e o custo de maquinagem. Os logótipos devem ser simplificados para eliminar detalhes finos desnecessários. No que diz respeito ao acabamento da superfície, a fresagem do texto antes do acabamento pode ajudar a manter a consistência do revestimento. A fresagem após o acabamento pode proporcionar um maior contraste visual, mas também pode expor o material de base e afetar a proteção contra a corrosão.
Ferramentas e estratégias de corte

A escolha da ferramenta depende do tamanho do furo, do material, da profundidade pretendida e da rigidez da máquina.
| Tipo de ferramenta | Utilização adequada | Notas |
| Fresadora com ponta em V | Texto pequeno, alinhado ao centro, linhas finas | A largura da linha é afetada pelo ângulo/profundidade; a ponta é frágil |
| Fresa pequena | Texto do perfil, bolsos, logótipos | Requer rigidez adequada e capacidade de remoção de aparas |
| Fresa de ponta esférica | Superfícies curvas, marcas superficiais | Transição suave na parte inferior; arestas menos acentuadas |
| Fresadora de uma ranhura | Alumínio, plástico | Ideal para cortes leves; requer controlo de vibração |
| Ferramenta de arrasto com diamante | Marcas de arranhões em superfícies duras | Para lixar, não para fresagem profunda |
A escolha das ferramentas é uma questão de equilíbrio entre precisão e custo. As ferramentas de pequeno diâmetro são propensas a partir-se, e a fresagem mais profunda requer parâmetros de avanço e velocidade mais conservadores.
Materiais para fresagem de texto por CNC
Ligas de alumínio são frequentemente utilizadas para a fresagem de texto, oferecendo uma marcação nítida, baixa resistência ao corte e uma remoção relativamente fácil das rebarbas.
O aço inoxidável e o aço ao carbono oferecem uma elevada durabilidade, mas, devido à sua dureza, exigem parâmetros de maquinagem conservadores para reduzir o desgaste das ferramentas e controlar as rebarbas.
O latão e o cobre podem produzir marcas nítidas, mas o seu comportamento de corte mais suave pode causar rebarbas ou bordas enroladas, o que exige uma etapa específica de remoção de rebarbas.
Os plásticos de engenharia exigem um controlo cuidadoso da velocidade do fuso e da velocidade de avanço para evitar a fusão, o «branqueamento» do material, a aderência à ferramenta ou bordas manchadas.
Fresagem de texto vs. outros métodos de identificação
| Método | Profundidade de marcação | Durabilidade | Utilização adequada | Limitações |
| Fresagem de texto / texto fresado | Profundidade física | Elevado | Marcações resistentes ao desgaste e rastreabilidade a longo prazo | Custo e tempo de maquinagem mais elevados |
| Gravação CNC superficial | Raso a médio | Elevado | Placas de identificação, marcas decorativas e texto em letras pequenas | A profundidade e o contorno são limitados pela geometria da ferramenta |
| Marcação a laser | Mudança muito superficial ou de nível superficial | Médio a elevado | Números de série, códigos QR e marcação em grande escala | Não é adequado quando é necessária profundidade física |
| Impressão | Sem profundidade de corte | Baixa | Etiquetagem visual em grande escala | Pode desgastar-se ou ser afetado pela limpeza |
| Etiquetas | Sem profundidade de corte | Baixa | Marcação temporária e controlo de inventário | Pode descascar-se ou avariar-se em ambientes adversos |
A gravação por fresagem é adequada quando são necessárias profundidade física, resistência ao desgaste e legibilidade a longo prazo. Para números de série pequenos, códigos QR ou marcação de superfícies em grande volume, a marcação a laser é frequentemente mais eficiente.
Melhores práticas para fresagem de texto
Utilize esta lista de verificação ao planear e solicitar um orçamento:
-
Utilize tipos de letra simples.
-
Forneça ficheiros vetoriais (DXF/SVG/AI).
-
Adapte a altura dos caracteres, a largura dos traços e o tamanho da ferramenta.
-
Indique explicitamente a profundidade de fresagem pretendida.
-
Evite as superfícies de vedação, os assentos dos rolamentos, as áreas de paredes finas e as zonas sujeitas a tensões elevadas.
-
Confirme antecipadamente a sequência de acabamento da superfície.
-
Realizar simulações CAM ou verificação de protótipos para textos pequenos ou superfícies curvas.
Perguntas frequentes sobre a fresagem de texto por CNC
Qual é a profundidade máxima a que se pode fresar texto em CNC?
As profundidades de fresagem típicas situam-se no intervalo de 0,1 a 0,5 mm, dependendo do material e do tamanho do texto. Uma fresagem mais profunda aumenta o tempo de maquinagem, a formação de rebarbas e o risco de quebra da ferramenta.
A fresagem de texto deve ser feita antes ou depois do acabamento da superfície?
Depende da estética, da resistência à corrosão e da legibilidade. A fresagem do texto antes do acabamento mantém a uniformidade do revestimento, enquanto a fresagem após o acabamento pode proporcionar um maior contraste, embora também possa expor o material de base e afetar a proteção contra a corrosão.
Por que é que o texto fica desfocado ou com profundidade irregular após a usinagem?
Isto é normalmente causado por fontes demasiado finas, desgaste da ferramenta, raios da ferramenta incompatíveis, parâmetros de maquinagem inadequados, fixação irregular ou acabamento superficial que encobre o detalhe.
Conclusão
A fresagem de texto é adequada para a identificação por CNC que exija profundidade física, resistência ao desgaste e legibilidade a longo prazo. Planeie os projetos confirmando antecipadamente os tipos de letra, a profundidade, as ferramentas, os materiais, o acabamento da superfície e os formatos de ficheiro, de modo a equilibrar os requisitos de marcação com a eficiência da maquinagem.


