
CNCフライス加工部品に側面の穴、傾斜面、曲面、あるいは複数の面に形状がある場合、工作機械の軸数は、加工のアクセス性と総生産コストの両方に影響を及ぼす可能性があります。 単純な部品であれば3軸加工で済む場合もありますが、回転形状や複雑な角度を持つ部品の場合は、4軸または5軸加工が必要になることがあります。適切な構成の選択は、多くの場合、部品の形状が工具経路、ワーク保持のセットアップ、および公差とどのように相互作用するかに依存します。
本記事では、3軸、4軸、5軸の加工を比較し、部品の構造、公差要件、コスト、リードタイムに基づいて、実用的な加工方法を選択する方法について解説します。
3軸加工とは?
3軸加工は、 CNCフライス加工. この構成では、切削工具はX、Y、Zの各直線軸に沿って移動しますが、工具の向きは通常、スピンドルに対して固定されたままです。

この設定は、1つの固定された工具方向からほとんどの形状要素にアクセスできるプリズム形状の部品に一般的に使用されます。この方法で加工される代表的な幾何学的形状には、平面、段付き面、単純なスロット、浅いポケット、穴、および標準的な外形プロファイルなどがあります。
3軸加工のメリット
3軸加工は、ワークの形状が単純で、固定された工具の向きからほとんどの加工箇所にアクセスできる場合に実用的です。その利点は、セットアップが簡素であること、直接プログラミングが可能であること、そして標準的なCNC加工部品における加工のオーバーヘッドが低減されることにあります。
- 簡単なセットアップ: シンプルなワーク保持と準備時間の短縮により、生産開始を早めることができます。
- 共通部品の特徴: 平面、浅いポケット、ドリル穴、タップ穴などに一般的に使用されます。
- 加工コストの削減: 加工コストの引き下げとプログラミングの簡素化により、標準部品の加工コストを削減できます。
- 安定した生産: 成熟したプロセスにより、標準部品の量産において3軸加工が実用化される。
3軸加工の限界
3軸加工の主な制約は、多面体のワークや複雑な曲面を扱う際に顕著になります。こうした制約により、手作業の負担が増大したり、各工程間でばらつきが生じたりする可能性があります。
- さらなるリフィクチャリング: 多面体の部品は、手作業で裏返して再度クランプし直す必要があり、それによって取り扱い時間が長くなります。
- サイドからのアクセスが制限されています: 側面加工には、通常、追加の設定、角度をつけた工具、あるいは異なる加工手法が必要となります。
- セットアップエラーのリスク: 手作業による部品の頻繁な回転は、各工程間でセットアップ誤差が累積する恐れがあります。
- 複雑な表面の制限: 複雑な曲面加工には、点と点を結ぶ広範囲にわたるツールパスが必要となり、これがサイクルタイムに影響を与える可能性があります。
4軸加工とは?
4軸加工 標準的な直線運動に、通常A軸(X軸を中心に回転)またはB軸(Y軸を中心に回転)と呼ばれる1つの回転軸を追加することで構成されています。この構成により、ワークピースを回転させることができ、1回の加工工程で工具が複数の面にアクセスできるようになります。
この追加の動きにより、機械は1回のプログラムサイクル内で工作物の複数の面に加工を行うことが可能になります。これは、部品に半径方向の穴、円周方向の溝、らせん状の切り込み、あるいは中心となる円筒軸や多面体のプリズム形状の周囲に分布する平面形状が必要な場合に、頻繁に検討されます。
4軸加工のメリット
4軸加工は、複数の平面や円筒面に沿って形状が分散している部品を加工する際に有用です。5軸加工に伴う追加コストやプログラミングの複雑さをある程度回避しつつ、加工工程を効率的に集約できる実用的な方法となります。
- 手動設定の削減: ワークを自動的に回転させることで、多面加工の際の手作業による再固定の必要性が軽減されます。
- より優れた側面からのアクセス: 部品の外周部において、連続切断またはインデックス切断を行うことができます。
- ロータリー加工: ラジアル穴、円形スロット、キー溝、およびヘリカル形状の加工に役立ちます。
- 機能間の関連性の改善: 1回のセットアップで複数の面を加工することで、各加工部位間の位置公差を維持しやすくなります。
4軸加工の限界
回転軸を追加することで柔軟性は高まりますが、4軸加工は回転平面が1つに限定されるという制約があります。複雑で多方向の形状を持つ部品については、依然として二次加工が必要となる場合があります。
- ロータリー軸1本: 移動は1つの回転軸に限定されるため、複合角度の加工には、依然として別のセットアップや異なる加工方法が必要になる場合があります。
- 複合角の制限: 軸から外れたポート、傾斜した面、あるいは複雑な角度を持つ表面の加工には、特殊な治具や5軸加工が必要になる場合があります。
- 試合日程の調整: 回転テーブルやチャックでは、工具の干渉を防ぐために、クリアランスの計画を慎重に行う必要があります。
- CAM検証の詳細: プログラミングには回転軸の連携が必要であり、シミュレーションの必要性が高まっている。
5軸加工とは?
5軸加工 3つの直線軸と2つの回転軸を採用しており、工具やワークピースが、より幅広い制御角度の範囲から被加工物に接近できるようになっています。

深い穴、自由曲面、インペラ、金型、航空宇宙構造物、および複合角度を持つ部品について、頻繁に検討の対象となります。
5軸加工のメリット
5軸加工は、構造部品、曲面、および複雑な角度加工を必要とする部品の加工に有効です。場合によっては、工具をより適切な角度に配置できるため、より短い工具を使用でき、複雑な形状においてもより安定した切削条件を実現できます。
- ツールの利用機会の拡大: 追加された軸により、傾斜面、アンダーカット、複雑な曲面への工具のアクセス性が向上します。
- より適切な工具の角度: 工具を被削材に対してより適切な角度に設定することで、表面仕上げを向上させ、工具の寿命を延ばすことができます。
- 複雑な設定の手間が軽減: 複雑な多面形状の部品の場合、セットアップ回数が減るため、各工程間の手作業による位置調整が軽減されます。
- 複雑な表面加工: 複雑な曲面形状の場合、滑らかな同時移動がよく用いられます。
5軸加工の限界
5軸加工は、コスト、プログラミング作業、および検証要件が増加するため、部品の形状がそれを正当化する場合にのみ適用すべきである。設備コストが高く、プログラミングも複雑であるため、選択的に適用する必要がある。
- 機械コストの高さ: 設備投資が増えると、運営コストも高くなります。
- 複雑なプログラミング: 高度なCAMソフトウェア、高精度なポストプロセッサ、および厳格なシミュレーション手順が求められます。
- その他の衝突チェック: 可動軸、治具、およびスピンドルが互いに近接しているため、慎重な干渉チェックが必要です。
- 必ずしも経済的とは限らない: 単純な平板、標準的な穴、スロット、あるいは複雑度の低い部品の場合、5軸加工が必ずしも経済的とは限りません。
3軸、4軸、5軸加工の違いは何ですか?
3つの加工方法は、単に軸数の違いだけにとどまりません。これらは、工具がワークにどのようにアプローチするか、セットアップが何回必要か、どの程度の複雑さのワークに対応できるか、そしてプログラミングや総コストがどのように変化するかといった点に影響を与えます。以下は、実際の加工における判断基準に基づいた比較です。
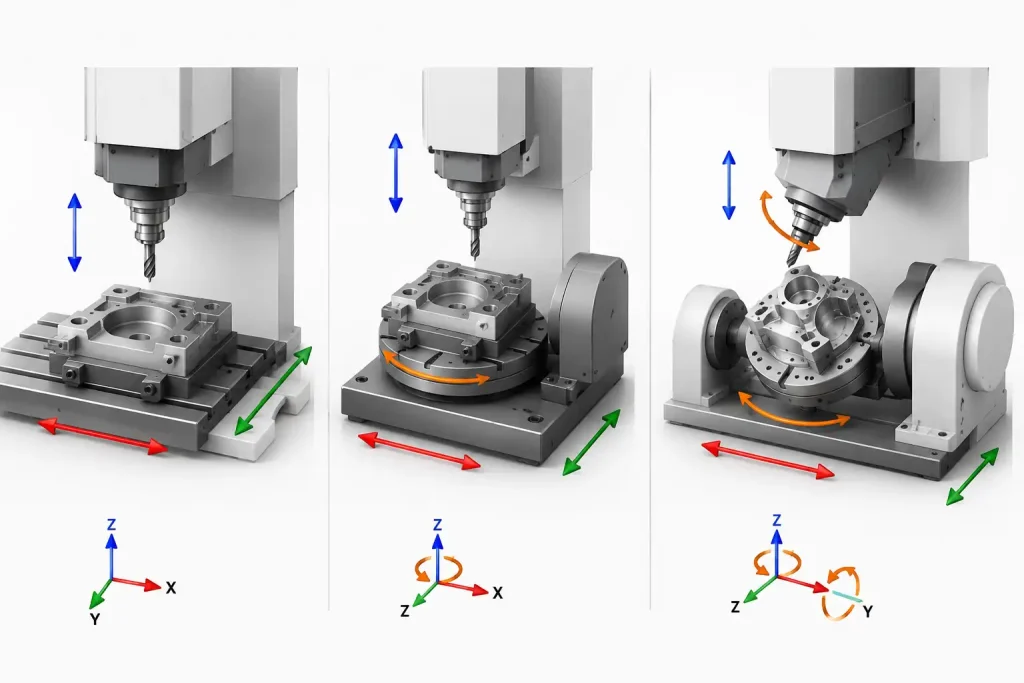
軸の運動
3軸加工では、X、Y、Z方向の直線運動が用いられ、工具の向きは通常固定されたままです。4軸加工では、回転軸が1つ追加され、ワークピースを単一の中心線を中心にインデックス移動または回転させることができます。 5軸加工では、2つの回転軸が追加され、加工中に工具やワークピースの角度運動をより精密に制御できるようになります。この違いは、機械の動きだけでなく、部品の位置決め方法、工具の材料へのアプローチ方法、および加工戦略の立案方法にも影響を及ぼします。
ツールへのアクセス
加工対象が固定された工具方向からアクセス可能な場合は、通常、3軸加工で十分です。加工対象が側面や円周上に位置する場合は、4軸加工が明確な利点をもたらします。複合角度、深いキャビティ、または自由曲面を含む加工対象の場合は、5軸加工を検討する価値が高まります。
セットアップ
3軸加工では、多面加工が必要な部品の場合、部品の反転や再クランプが必要になることがあり、これによりワークの固定準備に余分な手間がかかり、加工時間が長くなる可能性があります。 4軸加工では、ワークを回転させて異なる面を自動的にスピンドルに露出させることで、手作業による再固定の回数を減らすことができます。5軸加工では、複雑なワークの場合、セットアップ回数をさらに削減でき、多くの場合、より少ないセットアップで多面加工を完了させることができますが、すべてのワークに5軸ワークフローが適しているわけではありません。
部品の複雑さ
3軸加工は、単純な直方体部品、平板、および単一の面に形状を持つ部品に適しています。 4軸加工は、シャフト、スリーブ、円形スロット、半径方向の穴、多面ハウジングなど、多面または回転形状の加工に適しています。5軸加工は、複雑な角度のある形状、自由曲面、深いキャビティ、および連続的かつ協調的な工具位置決めを必要とするインペラなどの加工に適しています。
精度
軸数が多いからといって、必ずしも精度が高くなるわけではありません。実際の部品の精度は、機械の状態、治具の剛性、ツールパス戦略、切削工具、材料の安定性、および検査要件によって左右されます。しかし、多軸加工機であれば、手動での位置調整を行うことなく、異なる面にわたって複数の加工工程を完了させることができるため、累積するセットアップ誤差を低減することができます。
プログラミング
3軸CAMプログラミングは、工具の向きが変わらないため、通常はより単純で、シミュレーションも最小限で済みます。4軸プログラミングでは、単一の平面上でスムーズな回転を確保するために、回転軸や治具について考慮する必要があります。5軸プログラミングでは、複雑な動きを追跡するために、より詳細なCAMプログラミング、専用のポストプロセッシング、機械シミュレーション、そして入念な干渉チェックが必要となります。
コスト
3軸加工は通常、機械コストやプログラミングコストが低く抑えられるため、基本的な形状の加工において、一般的な低コストの選択肢となっています。 4軸加工は3軸加工よりもコストがかかる場合がありますが、多面部品の場合、セットアップ時間を短縮できます。5軸加工は、機械の稼働コストや設計準備の費用がかかるためコストが高くなりますが、複雑な部品の場合、治具作業や手作業によるセットアップ時間、あるいは加工工程の総数を削減できる可能性があります。
アプリケーション
3軸:プレート、ブラケット、スロット、穴、浅いポケット、標準的な角柱形状の部品。
4軸:シャフト、スリーブ、ラジアル穴、キー溝、円形スロット、バルブ本体、マニホールド、多面ハウジング。
5軸加工:インペラ、タービンブレード、金型、航空宇宙用構造部品、医療用インプラント、深穴、および複雑な自由曲面。
3軸、4軸、5軸加工の選び方
工作機械の軸構成を決定する際は、単に軸数を多くするのではなく、常に部品の図面と加工要件を第一に考慮すべきです。部品の構造、加工面の数、側面の形状、公差関係、表面の複雑さ、そして総コストのすべてが、最終的な加工工程に影響を与えます。
部品の構造
まず、その部品が単純な直方体部品か、多面体部品か、あるいは複雑な自由曲面部品であるかを確認することから始めます。平面、標準的な穴、スロット、および単純なポケットは、多くの場合、3軸加工に適しています。 半径方向の穴、円形のスロット、キー溝、またはらせん状の形状を持つ部品については、4軸加工での検討が適している場合があります。深いキャビティ、複合角度、および自由曲面には、5軸加工が必要になる場合があります。
機械加工面
主要な加工面が1つで、その面に加工対象となる形状が含まれている部品は、多くの場合、3軸加工に適しています。 形状要素が共通の中心線に沿って配置された複数の側面全体に分散している場合、4軸加工により、別途のセットアップを行うことなく加工が可能です。部品に複合角度や非標準的な角度で配置された面が複数ある場合、それらの面に到達するために5軸加工が検討されることがよくあります。
その他の機能
丸形や多面形状のワークに貫通穴、半径方向のスロット、キー溝、側面ポート、または周方向の溝を加工する必要がある場合、こうした形状特性から、4軸加工の採用を検討する価値がしばしば生じます。 これにより、ワークがインデックスされる際に工具が中心線に対して適切なアプローチを維持できるため、角度のついたウェッジ型治具を製作したり、3軸加工機で手動によるセットアップを何度も行ったりする必要がなくなります。
複雑な曲面
自由曲線、連続曲線、あるいはクリアランスが狭い深いポケットの場合、 5軸加工 頻繁に評価されています。工具の傾斜角度を連続的に調整できるため、短いボールノーズエンドミルでも複雑な形状にスムーズに追従でき、工具のたわみやチャタリングを回避できるほか、軸数の少ない加工機では困難または非効率になりがちな、制御された表面仕上げを実現するのに役立ちます。
公差
異なる面同士の位置関係が厳密な場合、セットアップの繰り返しを最小限に抑えることが極めて重要になります。4軸または5軸加工を行うことで、累積するセットアップ誤差を低減できますが、最終的な精度は依然として工作機械の状態、治具、工具、および検査方法に左右されます。
コストとリードタイム
適切な工程ルートを決定するには、工作機械の時間単価と総生産コストのバランスを考慮する必要があります。 単純な部品の場合、5軸加工機の時間単価が高いため、そのコストに見合う効果が得られない可能性があり、3軸または4軸加工の方が現実的な選択肢となる場合があります。一方、少量生産の複雑な部品については、5軸加工を採用することで、専用の治具の必要性を減らし、複数の工程を統合し、リードタイムを短縮できる可能性があります。
結論
3軸、4軸、5軸加工は、単に性能の優劣を測る基準というわけではありません。 3軸加工は、標準的な片面加工や基本的な直方体形状の部品に適していることが多い。4軸加工は、側面穴、周方向の溝、多面インデックス加工などで一般的に検討される一方、5軸加工は、複合角度、深いキャビティ、複雑な自由曲面などに頻繁に使用される。 最終的な選択は、部品の形状、ワーク保持方法、公差要件、ロットサイズ、リードタイム、および総加工コストに基づいて行う必要があります。


