

CNC部品製造において、多くの金属部品は、素材から直接最終寸法まで加工されるわけではありません。 その代わりに、材料が加工しやすい状態にある間に、初期の荒加工や半仕上げの工程を経ることがよくあります。本ガイドでは、軟質加工の仕組み、一般的に使用される方法や工具、適した部品の種類、そしてその後の熱処理や硬質加工との関連性について解説します。
ソフトマシニングとは?
ソフト加工とは、 CNC加工 部品が最終的な硬度に達する前の工程。熱処理前の荒加工、半仕上げ、および部品の基本形状の形成によく用いられる。
この加工方法は、単に軟質材料を加工するだけのものではありません。鋼、工具鋼、合金鋼、軸受鋼、金型鋼など、後に焼入れ、研削、または仕上げ加工が行われる可能性のある金属の加工にも広く用いられています。軟質加工を行うことで、その後の熱処理、硬質加工、研削、あるいは検査に必要な加工余地を確保することができます。
ソフトマシニングはどのように機能するのでしょうか?
ソフト加工は通常、材料の状態、部品の形状、およびその後の熱処理要件に基づいて、体系的な工程ルートに従って行われます。
試料の調製
軟質加工は通常、素材、鍛造ブランク、鋳造ブランク、またはニアネットシェイプブランクから始まります。材料のグレードや最終的な性能要件に応じて、材料は焼鈍、焼ならし、または予備硬化が施される場合があります。
基準点の設置
ソフト加工において、安定した基準点を設定することは、多くの場合重要です。これらの基準点は、その後の荒加工、半仕上げ、熱処理後の検査、および最終仕上げの各工程を支える役割を果たします。
ラフティング
荒加工では、余分な材料の大部分を除去し、おおよその外形、段差、平面、穴、または空洞を形成します。この段階では、材料除去率と工程の安定性に重点が置かれます。
半仕上げ
半仕上げ加工により、部品は最終形状に近づき、重要度の低い形状が整えられます。重要な穴、シール面、軸受座、基準面については、通常、後の仕上げ加工に備えて余裕を持たせた状態で残されます。
手当の管理
余裕の確保は、軟質加工における重要なポイントの一つです。熱処理によって寸法変化や歪みが生じる可能性があるため、軟質加工では、その後の硬質加工、研削、または仕上げ加工のために適切な材料を残しておく必要があります。
熱処理および仕上げ
軟質加工の後、部品は焼入れ、焼戻し、表面処理、硬質加工、研削、あるいは最終検査の工程を経ることがあります。軟質加工は、これらの後続工程のための形状上の基礎を築くものです。
一般的なソフト加工法
ソフト加工法は、延性や硬度といった材料固有の機械的特性や、寸法安定性を維持しつつ基本的な形状を形成する必要性に基づいて選定されます。 これらの加工法では、変形やバリ、表面損傷が生じやすい材料や、後工程で高精度な仕上げ加工を必要とする材料において、変形やバリ、表面損傷を防ぐために、工具の切れ味、切削力、熱管理といった切削条件を制御することに重点が置かれます。
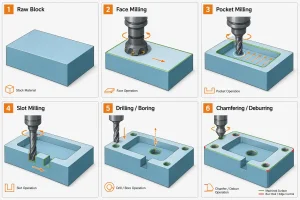
CNCフライス加工
CNCフライス加工 プレート、ブラケット、ハウジング、ポケット、スロット、輪郭、および複雑な角柱形状の加工に用いられます。軟質材の加工においては、振動や材料のたわみを最小限に抑えるため、鋭利で高性能な工具と安定したワーク保持が成功の鍵となります。 切削深さと送り速度を適切に制御することで、特に剛性の低い材料において、エッジの破断、バリの発生、および熱による歪みを防ぐことができます。
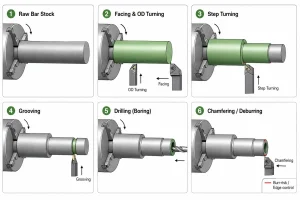
CNC旋盤加工
CNC旋盤加工 これは、シャフト、スリーブ、ブッシュ、ピン、継手、その他の回転部品に一般的に適用されます。 軟質金属、プラスチック、または薄肉部品を加工する場合、切削圧や摩擦を低減するために、旋削パラメータを最適化することが一般的です。この手法により、表面の傷、圧縮変形、およびその後の仕上げ加工や組立を困難にする可能性のある糸状バリの発生といった、軟質材加工でよく見られる問題を防止することができます。
掘削とボーリング
掘削および つまらない これらは、下穴や軸受座などの内部形状を加工・仕上げする際に不可欠です。軟質材料の加工においては、特に銅合金やプラスチックなどの材料の場合、穴の品質は、切りくずの引き裂きや穴の過大化を防ぐために、工具の切れ味を維持し、切りくずを効率的に排出できるかどうかに大きく左右されます。 送り速度を慎重に制御し、穴あけ加工中に適切な支持を行うことで、精度を確保し、出口面での破断を防ぐことができます。
タッピングとねじ切り
タップ加工やねじ切り加工は、部品に内ねじや外ねじを形成するために用いられます。軟らかい材料や延性のある材料は、ねじの破断、変形、あるいは著しいバリの発生を起こしやすいため、適切な工具形状と潤滑剤の選択が極めて重要です。 切削速度を制御し、効果的な切りくず排出を確保することで、周囲の材料特性を損なうことなく、組立要件を満たす、よりきれいで正確なねじを加工することができます。
粗研削とエッジの仕上げ
粗研削、面取り、バリ取りの工程は、ソフトマシニング段階において、表面、エッジ、および移行部の仕上げを行うために用いられます。これらの工程は、バリの除去、鋭いエッジの丸め、およびその後の組立や陽極酸化処理などの表面処理に向けた全体的な表面状態の改善に不可欠です。 圧力と速度を制御してこれらの加工を行うことで、最終的な用途や工程に向けた準備を進める際にも、部品の仕上げられた形状を損なうことなく維持することができます。
ソフトマシニングに一般的に使用される材料
軟質材料の加工における材料選定は、通常、硬度、切削抵抗、熱感受性、およびその後の加工要件に基づいて行われます。CNC加工において、軟質材料の加工は、熱処理前の金属部品の荒加工に用いられるだけでなく、最終仕上げ前の基本形状を確立するために、非金属や非鉄金属の材料にも広く適用されています。
エンジニアリングプラスチック
POM、ナイロン、PTFE、PEEK、ABSなどの材料は、試作品、絶縁体、ブッシング、軽量ハウジングなどに広く使用されています。 これらの材料を軟質加工する際、主な目的は、切削条件を最適化して、クランプによる歪み、熱の蓄積、バリの発生、および寸法安定性を管理し、それによって熱膨張や応力解放に起因する精度のばらつきを回避することです。
複合材料
ガラス繊維強化材料、炭素繊維強化材料、FR4、およびG10は、構造用パネル、固定具、軽量部品の製造に頻繁に使用されています。 ここでは、層間剥離、エッジ部の繊維の欠け、粉塵の発生、および工具の摩耗の抑制に重点が置かれている。この工程では、材料の構造的完全性を維持するために、特殊な切削戦略や耐摩耗性工具が必要となる場合が多い。
非鉄金属
アルミニウム合金、銅合金、およびその他の類似金属は、切削抵抗が比較的低いため、軟質材料の加工において高い効率を発揮します。 アルミニウム製のブラケット、ハウジング、および取付プレートの場合、目的は材料を迅速に除去し、穴やスロットなどの基本的な形状を形成することです。一方、銅合金製のコネクタや精密ブッシングの場合、焦点は工具の切れ味を維持してバリを最小限に抑えること、および部品の変形を防ぐためにクランプ圧力を精密に制御することに移ります。
一般的なソフトマシニングツールにはどのようなものがありますか?
工具の選定においては、生産の初期段階において効率を最大化し、工具寿命を管理することに重点が置かれる。
-
切削工具: エンドミル、フェイスミル、ラフニングミルが標準的な工具です。エンドミルはポケットや輪郭加工に使用され、フェイスミルは平坦な基準面を形成し、ラフニングミルは大量の材料を効率的に削り取ります。
-
旋盤用工具: これには、旋削用インサート、溝切り工具、切断工具、およびねじ切り工具が含まれます。旋削用インサートは直径や段取り加工に対応し、溝切り工具は逃げ溝や止め輪溝の加工を行います。
-
穴あけ工具: ドリルで下穴を開け、ボーリングバーで穴の位置を調整し、より高い表面仕上げが求められる場合にはリーマーを使用します。
-
ねじ切り工具: タップとねじ切りフライスは、内ねじおよび外ねじの加工に使用されます。熱処理前にねじ切りを行うかどうかは、材料の変形しやすさとねじの精度要件によって決まります。
-
補助ツール: 面取り工具、バリ取り工具、および粗研削用砥石は、エッジや表面の仕上げに役立ち、部品が熱処理に適した状態になるよう整えます。
CNC部品製造におけるソフトマシニングの事例
以下の例は、熱処理、精密加工、または最終仕上げを行う前に、基本的な形状を整えるためにソフト加工が用いられる代表的な部品を示しています。ここでは、材料が加工しやすい状態にある間に、基礎となる形状、穴の位置、段差、および取付構造を形成することに重点が置かれています。
-
アルミブラケットのフライス加工:アルミニウム板やブロック材から、取り付け面、軽量化用のポケット、ボルト穴、および外形をフライス加工し、軽量ブラケットやコネクタの基本構造を形成する。
-
スチール製ステップシャフトの旋削:熱処理前の鋼棒材を旋削加工し、外径、端面、段差、逃げ溝、および軸受座の予備加工を施し、ドライブシャフト、位置決めシャフト、またはピンの基本形状を形成する。
-
金型インサートの荒加工: 金型用鋼ブロックをフライス加工し、基準面、キャビティ輪郭、インサート座、および取付穴を形成する。これにより、熱処理前に金型インサートの主要構造を確保する。
-
歯車ブランク材の予備加工:鋼製の丸材を旋削・中ぐり加工し、端面、外径、中心穴、基準面を仕上げる。これにより、その後のホブ切り、熱処理、または歯面仕上げに向けた部品の準備を行う。
-
スリーブおよびブッシングの加工:鋼や合金材料を旋削・中ぐり加工し、内径、外径、端面、面取り、油溝を形成することで、その後の嵌合面加工や耐摩耗処理に必要な基本形状を作り出す。
ソフトマシニングの応用

ソフト加工は、低切削力、安定した固定、バリの抑制、基礎的な成形、あるいはその後の精密仕上げを必要とするCNC部品の製造において、広く利用されています。 エンジニアリングプラスチック、複合材料、非鉄金属をはじめとする幅広い材料に加え、熱処理や最終的な精密調整を必要とする金属部品にも適しており、生産効率と部品品質のバランスを効果的に取ることができます。
-
自動車:主にトランスミッションシャフト、ギアブランク、スリーブ、ブッシング、ハブ、ブラケット、およびベアリング関連部品に使用されます。ソフト加工は通常、部品が熱処理、研削、または最終検査に進む前に、基本的な形状、穴の位置、段差、または嵌合構造を形成するために用いられます。
-
航空宇宙:アルミニウム合金製ブラケット、軽量マウントプレート、構造用コネクタ、複合パネル、および固定具部品などを網羅しています。加工においては、一般的に、薄肉部品の歪みを防ぐために切削力を制御することに重点を置きつつ、重要なエッジや穴の高品質を確保することが求められます。
-
電子・電気:エンジニアリングプラスチック製絶縁体、FR4/G10基板、銅合金製コネクタ、真鍮製端子、放熱構造、および精密小型筐体などが対象となります。製造工程においては、バリの低減、穴の品質、表面状態、および寸法安定性を最優先事項としています。
-
医療機器:試作品、外科用固定具の部品、スリーブ、コネクタ、軽量ブラケット、および各種精密金属部品に広く使用されています。軟質材料の加工プロセスでは、安定したワークの保持、表面仕上げ、および最終仕上げ工程に向けた適切な余量の確保が重視されます。
-
金型・治具: 金型インサート、プレート、ダイブロック、パンチ、取付ブロック、ガイドレール、および機械的支持部の製造に広く使用されています。ソフト加工により、キャビティの輪郭、基準面、取付穴、および主要構造部の荒加工が可能となり、材料が高硬度状態にある場合の最終調整の難しさを大幅に軽減します。
-
消費財:ABS、POM、ナイロン、PEEK、アルミニウム、銅製のハウジング、機能性試作部品、特注治具、ブッシュ、および小ロット部品などを取り扱っています。ソフトマシニングを活用することで、最終的な表面処理、組立試験、または寸法調整を行う前に、部品の基本形状を迅速かつ経済的に確立することができます。
ソフトマシニングのメリット
ソフト加工には、生産工程の効率化に寄与するいくつかの利点があります:
-
切削効率:最終焼入れ前の機械加工は、通常、大量の材料を除去する場合に適しています。
-
切削負荷制御: 切削抵抗は、加工性の良い材料状態であれば、より管理しやすくなることが多い。
-
工具寿命管理: 特に多くの鋼製部品の場合、熱処理前の方が工具の摩耗を制御しやすいことが多い。
-
穴とねじ山の加工: 穴、溝、ねじ山などは、材料がより高い硬度に達する前に加工しておく方が、多くの場合、容易です。
-
仕上げ代: ソフト加工を行うことで、その後のハード加工、研削、または精密仕上げのために材料を残しておくことができます。
-
プロセスの柔軟性: これにより、エンジニアは熱処理、検査、および最終加工を、一連のプロセスルートとして計画することが可能になります。
ソフトマシニングの欠点
ソフト加工には固有の制約があり、設計および製造段階においてこれらを考慮に入れる必要があります。
-
最終的な寸法不確かさ: 熱処理によって寸法や形状が変化する場合があるため、通常、軟質加工だけでは最終的な寸法をすべて決定することはできません。
-
手当の要件: 後の修正に備えて余分な材料を残しておく必要があり、これが在庫計画やその後の加工時間に影響を及ぼします。
-
より長いプロセスルート: 熱処理、高精度加工、研削、および検査は、製造サイクル全体を長引かせる可能性があります。
-
後処理仕上げ: 重要表面については、熱処理後も依然として硬質加工、研削、あるいは精密仕上げが必要となる場合が多い。
-
歪みのリスク: 肉厚の薄い部品、長い部品、または形状が不均一な部分は、熱処理中に変形する可能性があります。
-
工程計画の難しさ: この工程では、機械加工、熱処理、検査、および最終仕上げの各工程間の連携が必要です。
ソフトマシニングにおける一般的な課題と最適化のヒント
軟質加工は初期の材料除去に適していますが、通常はその後に熱処理、硬質加工、研削、検査が続きます。このため、最終的な部品の品質は、軟質加工そのものだけでなく、余量の管理、歪みのリスク、基準点の設定、そして後工程との連携の良さにも左右されます。
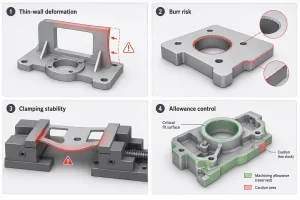
熱処理による歪み
熱処理により、特に薄肉部品、長い軸、深い溝、断面形状が不均一な部品において、寸法変化、反り、または局所的な歪みが生じる可能性があります。歪みが穴の位置、軸受座、シール面、または基準面に影響を及ぼすと、その後の仕上げ加工が困難になります。
軟質材の加工においては、十分な修正余地を残すとともに、リスクの高い形状を早期に特定する必要があります。通常、この段階では重要な表面を最終寸法まで直接加工することはなく、熱処理後に仕上げ加工を行うことが一般的です。
加工代
余裕を小さくしすぎると、熱処理後の寸法変化を補正するのに十分な材料が残らない可能性があります。一方、余裕を大きくしすぎると、その後の精密加工や研削に時間がかかり、工具の摩耗が増加します。
余肉は、材料、熱処理方法、部品のサイズ、および最終的な公差要件に応じて計画する必要があります。軸受座、精密穴、シール面、その他の重要箇所については、すべての面に同じ余肉を適用するのではなく、局所的な余肉を制御して設定することができます。
薄肉部品と長尺部品
薄肉部品や長い軸は、クランプ、切削、熱処理の際に変形しやすい傾向があります。軟質加工の際に一度に削りすぎると、部品が曲がったり、振動したり、肉厚にムラが生じたりする可能性があります。
こうした部品は、通常、段階的な加工と安定した治具による固定を行う方が適しています。また、均一な切削、局所的な切削負荷の低減、および中間検査を行うことも、変形のリスクを抑えるのに役立ちます。
重要表面の管理
軸受座、シール面、精密穴、基準面、および摺動面は、組み立て、回転、シール、あるいは位置決め精度に直接影響を及ぼします。これらの表面の仕上げを時期尚早に行うと、その後の熱処理や再クランプによって、寸法や位置が変化する可能性があります。
より確実な方法は、軟質加工の段階で基本的な形状と半仕上げの状態を作り出すことです。その後、熱処理を経て、公差、真円度、平面度、または表面粗さの要件に合わせて最終加工を行うことができます。
工程ルートの計画
軟質加工は単独で行われる作業ではありません。熱処理、硬質加工、研削、検査と併せて計画する必要があります。基準点の選定、余裕量の設定、あるいは検査ポイントを早期に計画しておかないと、その後の工程でセットアップの繰り返し、追加の修正、あるいは手直しが必要になる可能性があります。
生産開始前に、加工順序、基準点の決定、熱処理要件、および仕上げ代を確認しておく必要があります。このように、予備加工は単に材料を削り取るだけでなく、部品の最終的な品質を確保する役割も果たします。
ソフト加工とハード加工
これらの加工法の主な違いは、材料の状態、加工段階、および製造目的です。軟質加工は通常、最終的な焼入れの前に行われますが、硬質加工は通常、熱処理の後、あるいは材料がより高い硬度に達した後に実施されます。
多くのCNC生産工程において、これら2つのプロセスは互いに代替し合うものではなく、むしろ相互に補完し合う関係にあります。ソフト加工は初期の材料除去や基本的な成形を担当し、ハード加工や研削は最終寸法、重要面、および精度管理を担当します。
| アスペクト | ソフト加工 | 難削材加工 |
| 素材の状態 | 最終硬化前 | 熱処理後 |
| 主な目的 | 切削加工、基本形状 | 最終寸法、精度 |
| 典型的な段階 | 初期ルートまたは中期ルート | 後工程のフロー |
| 一般的な操作 | 荒加工、穴あけ、旋削 | 硬質旋削、研削 |
| 計画の重点 | 手当、熱処理前処理 | 公差、表面仕上げ |
部品に最終硬度と厳密な寸法管理の両方が求められる場合、軟質加工、熱処理、硬質加工、および研削を、一つの統合された工程ルートとして計画すべきである。
結論
ソフト加工は、切削、基本的な成形、および熱処理や仕上げ加工前の下準備を行うために用いられる、CNC加工の初期段階における標準的な工程です。これにより、初期段階の効率が向上し、その後の高精度加工に必要な条件が整えられます。
ソフト加工を成功させるには、材料の状態、余量の計画、熱処理による歪みの傾向、および最終的な公差要件が重要となります。製造可能性の検討や見積もりのご依頼については、Minheのエンジニアリングチームに図面をご提供ください。


