
Lorsqu’une pièce usinée par fraisage CNC présente des trous latéraux, des faces inclinées, des surfaces courbes ou des caractéristiques sur plusieurs côtés, le nombre d’axes de la machine peut avoir une incidence tant sur l’accès à l’usinage que sur le coût total de production. Une pièce simple peut ne nécessiter qu’un usinage à 3 axes, tandis qu’une pièce comportant des éléments rotatifs ou des angles complexes peut nécessiter un usinage à 4 ou 5 axes. Le choix de la configuration appropriée dépend souvent de la manière dont la géométrie de la pièce interagit avec les trajectoires d’outils, les configurations de serrage et les tolérances.
Cet article compare l'usinage à 3, 4 et 5 axes et explique comment choisir un procédé adapté en fonction de la structure de la pièce, des exigences de tolérance, du coût et des délais de fabrication.
Qu'est-ce que l'usinage à 3 axes ?
L'usinage sur 3 axes constitue la base standard de Fraisage CNC. Dans cette configuration, l'outil de coupe se déplace le long des axes linéaires X, Y et Z, tandis que son orientation reste généralement fixe par rapport à la broche.

Cette configuration est couramment utilisée pour les pièces prismatiques dont la plupart des caractéristiques sont accessibles à partir d'une seule direction d'outil fixe. Les caractéristiques géométriques couramment réalisées par cette méthode comprennent les plans plats, les faces étagées, les rainures simples, les poches peu profondes, les trous percés et les profils externes standard.
Avantages de l'usinage à 3 axes
L'usinage sur 3 axes s'avère pratique lorsque la géométrie de la pièce est simple et que la plupart des caractéristiques sont accessibles à partir d'une orientation fixe de l'outil. Son intérêt réside dans des réglages plus simples, une programmation directe et des coûts d'usinage réduits pour les pièces CNC standard.
- Configuration simple : Un serrage simple et des temps de préparation réduits permettent d'accélérer le démarrage de la production.
- Caractéristiques communes des pièces : Généralement utilisé pour les surfaces planes, les poches peu profondes, les trous percés et les trous taraudés.
- Réduction des coûts d'usinage : Des tarifs d'usinage plus bas et une programmation plus simple peuvent réduire les coûts d'usinage des pièces standard.
- Production stable : Un processus bien rodé rend l'usinage 3 axes viable pour la production en série de composants standard.
Limites de l'usinage à 3 axes
Les principales contraintes de l'usinage sur trois axes apparaissent clairement lors du traitement de pièces à plusieurs faces ou de surfaces courbes complexes. Ces limites peuvent accroître la charge de travail manuel et entraîner des variations entre les différentes opérations.
- Encore des réaménagements : Les pièces à plusieurs faces nécessitent d'être retournées et resserrées manuellement, ce qui allonge le temps de manipulation.
- Accès latéral restreint : Les caractéristiques latérales nécessitent généralement une configuration supplémentaire, un outillage incliné ou une stratégie d'usinage différente.
- Risque d'erreur d'installation : La rotation manuelle fréquente des pièces peut entraîner une accumulation d'erreurs de réglage entre les différentes opérations.
- Limites des surfaces complexes : Les surfaces courbes complexes nécessitent des parcours d'outils point à point très étendus, ce qui peut avoir une incidence sur les temps de cycle.
Qu'est-ce que l'usinage à 4 axes ?
Usinage à 4 axes s'appuie sur le mouvement linéaire standard en y ajoutant un axe rotatif, généralement désigné par l'axe A (rotation autour de l'axe X) ou l'axe B (rotation autour de l'axe Y). Cette configuration permet à la pièce à usiner de tourner, ce qui permet à l'outil d'accéder à plusieurs faces au cours d'une même opération.
Ce mouvement supplémentaire permet à la machine d'accéder à plusieurs faces d'une pièce au cours d'un même cycle de programme. Il est souvent utilisé lorsque les composants nécessitent des alésages radiaux, des rainures circonférentielles, des fentes hélicoïdales ou des surfaces planes réparties autour d'un axe cylindrique central ou d'un corps prismatique à plusieurs faces.
Avantages de l'usinage à 4 axes
L'usinage à 4 axes s'avère utile pour l'usinage de pièces dont les caractéristiques sont réparties sur plusieurs faces planes ou le long d'une surface cylindrique. Il offre un moyen pratique de réduire le nombre d'étapes d'usinage tout en évitant une partie des coûts supplémentaires et de la complexité de programmation liés à l'usinage à 5 axes.
- Moins de configurations manuelles : La rotation automatique de la pièce permet de réduire la nécessité d'un repositionnement manuel lors des opérations portant sur plusieurs faces.
- Meilleur accès latéral : Permet une découpe continue ou par points sur le pourtour d'une pièce.
- Usinage de pièces profilées : Utile pour l'usinage de trous radiaux, de rainures circulaires, de rainures de clavette et de profils hélicoïdaux.
- Amélioration des relations entre les entités : L'usinage de plusieurs faces en un seul serrage permet de respecter les tolérances de position entre les éléments.
Limites de l'usinage à 4 axes
Si l'ajout d'un axe rotatif accroît la flexibilité, l'usinage à 4 axes reste toutefois limité par son unique plan de rotation. Les pièces présentant des formes complexes et multidirectionnelles peuvent donc encore nécessiter des opérations secondaires.
- Un axe rotatif : Le mouvement étant limité à un seul axe rotatif, les éléments à angles composés peuvent néanmoins nécessiter un autre réglage ou une méthode d'usinage différente.
- Angles composés limités : Les orifices excentrés, les faces inclinées ou les surfaces à angles complexes peuvent nécessiter des dispositifs de fixation spéciaux ou un usinage 5 axes.
- Dégagement des fixations : Les tables rotatives et les mandrins nécessitent une planification minutieuse des jeux afin d'éviter toute interférence avec les outils.
- Plus d'informations sur la vérification CAM : La programmation nécessite une coordination des axes rotatifs, ce qui rend la simulation d'autant plus indispensable.
Qu'est-ce que l'usinage 5 axes ?
Usinage à 5 axes utilise trois axes linéaires et deux axes rotatifs, ce qui permet à l'outil ou à la pièce à usiner d'aborder la pièce sous une plus grande variété d'angles contrôlés.

Il est souvent utilisé pour les cavités profondes, les surfaces de forme libre, les roues, les moules, les structures aérospatiales et les pièces présentant des angles composés.
Avantages de l'usinage 5 axes
L'usinage 5 axes est particulièrement adapté aux composants structurels, aux surfaces courbes et aux pièces présentant des angles complexes. Dans certains cas, l'outil peut être positionné selon un angle plus favorable, ce qui permet d'utiliser des outils plus courts et d'obtenir des conditions de coupe plus stables sur des géométries complexes.
- Un meilleur accès aux outils : Ces axes supplémentaires facilitent l'accès de l'outil aux faces en angle, aux contre-dépouilles et aux surfaces complexes.
- De meilleurs angles d'outil : Le fait d'orienter l'outil selon un angle plus favorable par rapport au matériau peut contribuer à améliorer l'état de la surface et à prolonger la durée de vie de l'outil.
- Moins de configurations complexes : Les pièces complexes à plusieurs faces peuvent nécessiter moins de réglages, ce qui réduit les repositionnements manuels entre les opérations.
- Usinage de surfaces complexes : On recourt souvent à un mouvement simultané fluide pour les géométries aux contours complexes.
Limites de l'usinage 5 axes
L'usinage 5 axes entraîne des coûts supplémentaires, un surcroît de travail de programmation et des exigences de vérification accrues ; il convient donc de ne l'utiliser que lorsque la géométrie de la pièce le justifie. Le coût élevé des équipements et la complexité de la programmation imposent de ne recourir à cette technique que de manière sélective.
- Coût plus élevé des machines : Des investissements plus importants en équipements entraînent une augmentation des coûts d'exploitation.
- Programmation complexe : Nécessite un logiciel de FAO de pointe, des post-processeurs précis et des protocoles de simulation rigoureux.
- Autres vérifications de collision : La proximité entre les axes mobiles, les dispositifs de fixation et la broche nécessite un contrôle minutieux des risques de collision.
- Ce n'est pas toujours économique : L'usinage 5 axes n'est pas toujours rentable pour les plaques simples, les alésages standard, les rainures ou les pièces peu complexes.
Quelles sont les différences entre l'usinage à 3 axes, à 4 axes et à 5 axes ?
Ces trois méthodes d'usinage ne se distinguent pas uniquement par le nombre d'axes. Elles ont une incidence sur la manière dont l'outil accède à la pièce, le nombre de réglages nécessaires, le niveau de complexité des pièces pouvant être usinées, ainsi que sur la programmation et le coût total. Vous trouverez ci-dessous une comparaison fondée sur des critères réels d'usinage.
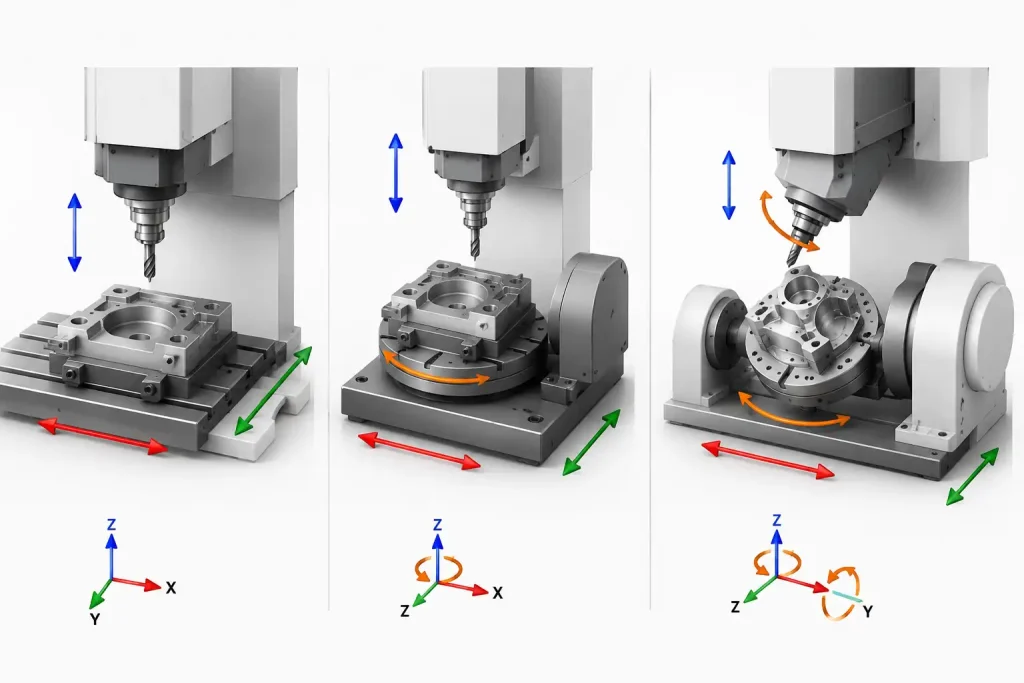
Mouvement de l'axe
L'usinage à 3 axes utilise des mouvements linéaires selon les axes X, Y et Z, tandis que l'orientation de l'outil reste généralement fixe. L'usinage à 4 axes ajoute un axe rotatif, ce qui permet d'indexer ou de faire pivoter la pièce autour d'un seul axe central. L'usinage à 5 axes ajoute deux axes rotatifs, ce qui confère à l'outil ou à la pièce un mouvement angulaire mieux contrôlé pendant l'usinage. Cette différence ne se limite pas au mouvement de la machine : elle modifie le positionnement de la pièce, la manière dont l'outil aborde le matériau et la façon dont la stratégie d'usinage est planifiée.
Accès aux outils
Si les éléments sont accessibles depuis une direction fixe de l'outil, l'usinage sur 3 axes est généralement suffisant. Si les éléments sont situés sur le côté ou autour de la circonférence, l'usinage sur 4 axes offre un avantage certain. Si les éléments comportent des angles composés, des cavités profondes ou des surfaces de forme libre, l'usinage sur 5 axes mérite d'être envisagé.
Configurations
L'usinage sur 3 axes peut nécessiter de retourner et de re-serrer les pièces à plusieurs faces, ce qui entraîne une préparation supplémentaire du serrage et un temps de main-d'œuvre plus important. L'usinage à 4 axes permet de réduire les changements manuels de fixation en faisant pivoter automatiquement la pièce pour exposer différentes faces à la broche. L'usinage à 5 axes peut réduire encore davantage les changements de configuration pour les pièces complexes, permettant souvent un usinage complet sur plusieurs faces en un nombre réduit de configurations, même si cela ne signifie pas pour autant que chaque pièce justifie un processus d'usinage à 5 axes.
Complexité des pièces
L'usinage sur 3 axes convient aux pièces prismatiques simples, aux plaques planes et aux composants présentant des caractéristiques sur une seule face. L'usinage 4 axes convient aux caractéristiques à plusieurs faces ou rotatives, telles que les arbres, les manchons, les rainures circulaires, les alésages radiaux et les logements à plusieurs faces. L'usinage 5 axes convient aux caractéristiques angulaires complexes, aux surfaces de forme libre, aux cavités profondes et aux roues qui nécessitent un positionnement continu et coordonné de l'outil.
Précision
Un nombre plus élevé d'axes ne garantit pas automatiquement une meilleure précision. La précision réelle des composants dépend de l'état de la machine, de la rigidité du dispositif de fixation, de la stratégie de parcours d'outil, des outils de coupe, de la stabilité du matériau et des exigences en matière de contrôle. Cependant, les machines multiaxes permettent de réduire l'erreur de réglage cumulée en effectuant plusieurs opérations sur différentes faces sans repositionnement manuel.
Programmation
La programmation FAO à 3 axes est généralement plus simple et ne nécessite qu'une simulation minimale, car l'orientation de l'outil ne change pas. La programmation à 4 axes nécessite de prendre en compte l'axe rotatif et le dispositif de fixation afin de garantir une rotation fluide dans un seul plan. La programmation à 5 axes nécessite une programmation FAO plus détaillée, un post-traitement dédié, une simulation de la machine et une vérification minutieuse des collisions afin de suivre les mouvements complexes.
Coût
L'usinage à 3 axes entraîne généralement des coûts d'usinage et de programmation moins élevés, ce qui en fait une option courante et économique pour les géométries simples. L'usinage à 4 axes peut coûter plus cher que l'usinage à 3 axes, mais il permet de réduire le temps de préparation pour les pièces à plusieurs faces. L'usinage à 5 axes coûte plus cher en raison des tarifs des machines et de la préparation technique, mais il peut réduire le travail de montage, le temps de préparation manuelle ou le nombre total d'opérations pour les pièces complexes.
Applications
3 axes : plaques, supports, rainures, trous, cavités peu profondes, pièces prismatiques standard.
4 axes : arbres, manchons, alésages radiaux, rainures de clavette, fentes circulaires, corps de soupapes, collecteurs, carters à plusieurs faces.
5 axes : roues, aubes de turbine, moules, structures aérospatiales, implants médicaux, cavités profondes et surfaces complexes de forme libre.
Comment choisir entre l'usinage à 3 axes, à 4 axes et à 5 axes
Le choix de la configuration des axes de la machine doit toujours partir du plan de la pièce et des exigences d'usinage, plutôt que d'opter systématiquement pour un nombre d'axes plus élevé. La structure de la pièce, le nombre de faces à usiner, les caractéristiques latérales, les relations de tolérance, la complexité des surfaces et le coût total sont autant de facteurs qui influencent le choix final du processus d'usinage.
Structure de la pièce
Commencez par déterminer si la pièce est un composant prismatique simple, un composant à plusieurs faces ou une pièce complexe de forme libre. Les surfaces planes, les alésages standard, les rainures et les poches simples se prêtent souvent à l'usinage 3 axes. Les pièces comportant des alésages radiaux, des rainures circulaires, des rainures de clavette ou des éléments hélicoïdaux devraient plutôt être envisagées pour un usinage 4 axes. Les cavités profondes, les angles composés et les surfaces de forme libre peuvent nécessiter un usinage 5 axes.
Faces usinées
Une pièce comportant une seule face principale présentant des éléments est souvent adaptée à l'usinage 3 axes. Si les éléments sont répartis sur plusieurs faces latérales situées autour d'un axe central commun, l'usinage 4 axes permet d'y accéder sans changement de configuration. Lorsqu'une pièce présente plusieurs faces orientées selon des angles composés ou non standard, on envisage souvent l'usinage 5 axes pour atteindre ces surfaces.
Caractéristiques annexes
Lorsqu'une conception nécessite des trous traversants, des fentes radiales, des rainures de clavette, des orifices latéraux ou des rainures circonférentielles sur un profil arrondi ou à faces multiples, ces caractéristiques justifient souvent d'envisager l'usinage 4 axes. Cette technique permet à l'outil de conserver un alignement correct par rapport à l'axe central au fur et à mesure que la pièce pivote, évitant ainsi de devoir construire des dispositifs de serrage en coin inclinés ou d'effectuer de multiples réglages manuels sur une machine à 3 axes.
Surfaces complexes
Pour les profils de forme libre, les courbes continues ou les cavités profondes avec des jeux réduits, Usinage à 5 axes est souvent évaluée. La possibilité de régler en continu l'inclinaison de l'outil permet à une fraise à bout sphérique courte de suivre en douceur une géométrie complexe, en évitant la déviation et les vibrations de l'outil, tout en contribuant à obtenir un état de surface contrôlé qui pourrait s'avérer difficile ou peu efficace sur des machines à moins d'axes.
Tolérances
Lorsque les relations de position entre les différentes faces sont très serrées, il est essentiel de réduire au minimum les réglages répétés. L'usinage à 4 ou 5 axes peut contribuer à réduire les erreurs de réglage cumulées, même si la précision finale dépend toujours de l'état de la machine, des dispositifs de fixation, de l'outillage et des méthodes de contrôle.
Coût et délai d'exécution
Pour déterminer le processus de fabrication le plus adapté, il faut mettre en balance le coût horaire de la machine et le coût total de production. Pour les pièces simples, l'usinage à 3 ou 4 axes peut s'avérer plus pratique, car le coût horaire plus élevé d'une machine à 5 axes n'est pas toujours justifié. À l'inverse, pour les composants complexes produits en petites séries, l'usinage à 5 axes peut réduire le recours à des montages spécialisés, regrouper plusieurs opérations et raccourcir les délais de fabrication.
Conclusion
L'usinage à 3, 4 et 5 axes ne se résume pas à une simple question de performances supérieures ou inférieures. L'usinage à 3 axes convient souvent aux caractéristiques standard sur une seule face et aux pièces prismatiques de base. L'usinage à 4 axes est généralement envisagé pour les alésages latéraux, les rainures circonférentielles et les opérations d'indexation sur plusieurs faces, tandis que l'usinage à 5 axes est souvent utilisé pour les angles composés, les cavités profondes et les surfaces complexes de forme libre. Le choix final doit être fondé sur la géométrie de la pièce, la stratégie de serrage, les exigences de tolérance, la taille du lot, le délai de fabrication et le coût total de l'usinage.


