
Scharfe Innenecken sind bei der CNC-Bearbeitung ein gängiges, aber schwierig zu realisierendes Merkmal. Da beim konventionellen Fräsen runde Schneidwerkzeuge verwendet werden, ist die endgültige Eckengeometrie durch den Werkzeugdurchmesser, die Steifigkeit des Werkzeugs und die Zugänglichkeit zur Bearbeitung begrenzt, was es schwierig macht, direkt eine echte Innenecke mit Nullradius zu erzeugen.
In diesem Artikel wird erklärt, warum scharfe Innenecken schwierig zu bearbeiten sind, wie sie am häufigsten hergestellt werden und welche alternativen Konstruktionslösungen verwendet werden können, wenn eine perfekt scharfe Ecke nicht die praktischste Option ist.
Warum sich scharfe Innenecken nur schwer bearbeiten lassen
Der Hauptgrund dafür, dass scharfe Innenecken schwer zu bearbeiten sind, ist, dass herkömmliche CNC-Fräsen beruht auf rotierenden Rundfräsern und nicht auf einem Verfahren, das direkt eine perfekt quadratische Innenkante erzeugen kann. Sobald ein rundes Werkzeug in eine Innenecke eintritt, wird die verbleibende Geometrie durch den Fräserradius begrenzt.
Beschränkungen der Werkzeuggeometrie
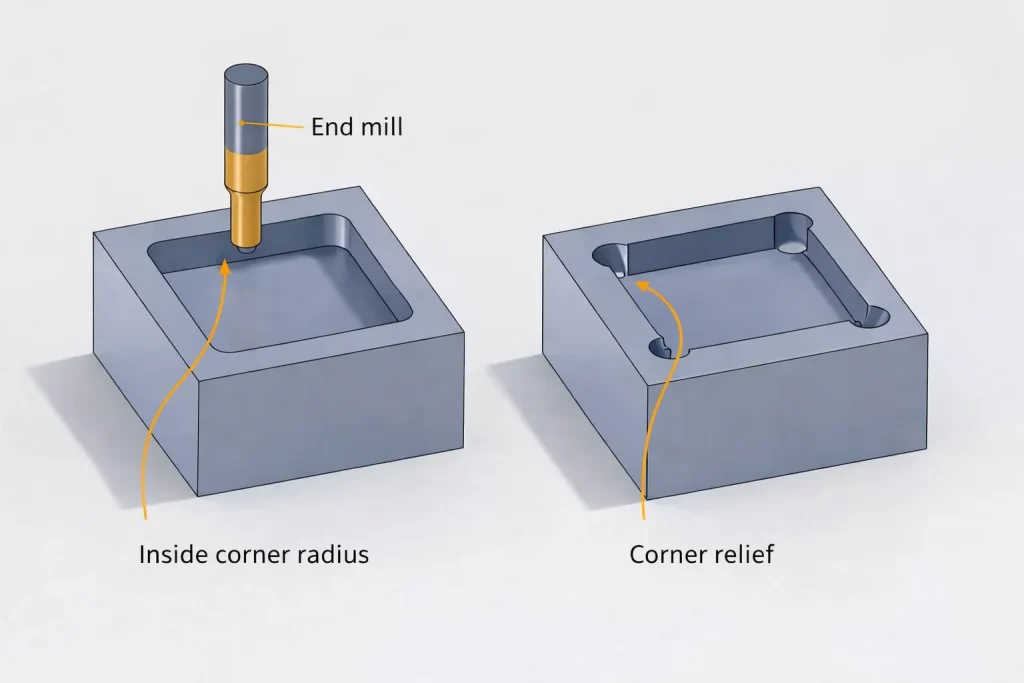
Ein Standard-Schaftfräser ist zylindrisch. Bei der Bearbeitung einer rechteckigen Tasche, eines quadratischen Schlitzes oder eines Innenprofils folgt der Fräser der programmierten Bahn und hinterlässt natürlich einen Radius in der Ecke. Aus diesem Grund kann eine Zeichnung eine quadratische Innenecke zeigen, während das fertige Teil noch eine sichtbare Innenverrundung aufweist. In vielen Fällen ist es auch hilfreich, die Unterschied zwischen einer Verrundung und einer Fase bevor entschieden wird, ob diese Ecke verkleinert, entlastet oder umgestaltet werden soll.
Um diesen Verrundungsradius zu verringern, ist der direkteste Ansatz die Verwendung eines kleineren Schneidwerkzeugs. Allerdings wird die Ecke beim konventionellen Fräsen in der Regel nicht perfekt scharf, sondern kleiner.
Geringere Steifigkeit von Werkzeugen mit kleinem Durchmesser
Kleinere Werkzeuge können kleinere Innenradien erzeugen, aber sie haben auch eine geringere Steifigkeit. Während des Schneidens neigt ein kleines Werkzeug eher dazu, sich zu verbiegen, zu vibrieren, schnell zu verschleißen oder zu brechen, insbesondere bei rostfreiem Stahl, Titan, gehärtetem Stahl und anderen schwer zu bearbeitenden Materialien.
Mit anderen Worten: Je schärfer die Anforderungen an die Innenecken sind, desto kleiner muss der Fräser oft sein. Je kleiner der Fräser ist, desto geringer ist die Bearbeitungsstabilität und desto höher ist das Schnittrisiko.
Bearbeitungsgrenzen in tiefen Kavitäten und schmalen Schlitzen
Eine kleine Innenecke in der Nähe einer offenen Fläche mag noch zu bewältigen sein, aber das gleiche Merkmal wird viel schwieriger, wenn es sich am Boden einer tiefen Tasche, am Ende eines engen Schlitzes oder innerhalb einer hohen Wandstruktur befindet. In diesen Fällen muss das Werkzeug sowohl klein genug sein, um in die Ecke zu passen, als auch lang genug, um sie zu erreichen.
Werkzeuge mit kleinem Durchmesser und langen Auskragungen sind noch weniger steif, was das Risiko von Ratterern, Durchbiegung, schlechter Oberflächenqualität und Maßabweichungen erhöht. Aus diesem Grund sind tiefe Kavitäten und scharfe Innenecken oft eine schwierige Kombination.
Höhere Kosten und größeres Produktionsrisiko
Vom Standpunkt der Fertigung aus betrachtet, erhöhen scharfe Innenecken in der Regel die Bearbeitungskosten. Kleinere Werkzeuge erfordern niedrigere Schnittgeschwindigkeiten, geringere Schnittlasten, längere Zykluszeiten und einen höheren Werkzeugverschleiß. Wenn das Teil außerdem harte Materialien, tiefe Merkmale oder enge Toleranzen aufweist, werden die Auswirkungen auf die Kosten noch deutlicher.
Aus diesem Grund sind scharfe Innenecken nicht nur ein Zeichnungsdetail. Sie sind oft ein Problem der Herstellbarkeit, das sich direkt auf die Prozessplanung und die Angebotserstellung auswirkt.
Wie man scharfe Innenecken bearbeitet
In der Praxis hängt die beste Methode zur Bearbeitung einer scharfen Innenecke von der Eckengröße, der Kavitätstiefe, der Materialart, den Toleranzanforderungen und den angestrebten Produktionskosten ab. Wenn sich die Ecke direkt auf die Passform, die Positionierung oder eine funktionale Schnittstelle auswirkt, kann es sich lohnen, kleinere Werkzeuge, Strategien zur Eckenbearbeitung oder sogar sekundäre Verfahren einzusetzen. Ist die Ecke jedoch nicht funktionskritisch, kann eine alternative Konstruktion die bessere Wahl sein.
Schaftfräser mit kleinem Durchmesser
Dies ist die direkteste und häufigste Lösung. Je kleiner der Durchmesser des Fräsers ist, desto kleiner ist der Radius, der in der Ecke verbleibt, wodurch sich das Feature einer scharfen Innenecke annähert.
Beispielsweise kann eine rechteckige Tasche zunächst mit einem 6- oder 8-mm-Schaftfräser bearbeitet werden, wodurch größere Innenradien entstehen. Ein späterer Schlichtdurchgang mit einem 2 mm-, 1 mm- oder noch kleineren Fräser kann den Radius in den Eckbereichen verringern.
Dieser Ansatz ist immer noch Standard-CNC-Fräsen und eignet sich für viele Teile. Der Nachteil ist, dass kleinere Werkzeuge die Effizienz und Bearbeitungsstabilität verringern.
Schruppen mit anschließender lokaler Schlichtung
In vielen Fällen ist es praktischer, das Feature mit einem größeren Werkzeug zu schruppen und dann einen kleineren Fräser nur dort einzusetzen, wo die Innenecke verfeinert werden muss. Dadurch wird ein effizienter Materialabtrag von der Eckendetailbearbeitung getrennt.
Das größere Werkzeug entfernt den größten Teil des Materials schnell, während das kleinere Werkzeug für den Eckenbereich reserviert ist. Bei Teilen mit mehreren kleinen Innenecken ist dies oft eine der ausgewogensten Lösungen in Bezug auf Effizienz und erreichbare Details.
Steuerung der Schnittparameter
Ein häufiges Problem bei scharfen Innenecken besteht nicht nur darin, die Ecke zu erreichen, sondern sie auch stabil zu schneiden. Bei tiefen Hohlräumen, harten Materialien oder hohen Wänden kann ein kleiner Fräser instabil werden, wenn die Schnittlast zu hoch ist.
Aus diesem Grund erfordert die Bearbeitung von scharfen Innenecken oft eine geringere Zustellung, eine geringere Zustellung, eine geringere Schnittlast und konservativere Vorschub- und Spindeleinstellungen. Diese Einstellungen tragen dazu bei, die Werkzeugbelastung stabiler zu halten und die Eckengenauigkeit und Oberflächenkonsistenz zu verbessern.
Optimierung von Eckenschlicht-Werkzeugwegen
Bei der CAM-Programmierung sind scharfe Innenecken selten mit einem einzigen allgemeinen Konturweg zu bearbeiten. Ein üblicherer Ansatz ist die Erstellung spezieller Eckenschlicht- oder sekundärer Bereinigungswerkzeugwege nach dem Hauptbearbeitungszyklus.
Dadurch wird die Gefahr eines plötzlichen Eingriffs über die gesamte Breite, wiederholter schwerer Schnitte in der Ecke oder lokaler Stoßbelastungen verringert. Bei Teilen mit anspruchsvollen Eckenanforderungen oder wiederholten Inneneckenmerkmalen verbessern optimierte Bereinigungswerkzeugwege oft das Endergebnis.
Werkzeuge mit großer Reichweite und kleinem Durchmesser
Wenn sich die Innenecke in einem tiefen Schlitz, einer tiefen Tasche oder einem hochwandigen Merkmal befindet, ist der Werkzeugdurchmesser allein nicht ausreichend. Der Fräser muss auch eine ausreichende Reichweite haben, um die Ecke zu erreichen.
Dies erfordert häufig Werkzeuge mit langem Hals, Schaftfräser mit verlängerter Länge oder Werkzeuge mit hinterschnittener Geometrie. Diese Werkzeuge lösen das Problem der Zugänglichkeit, verringern aber auch die Steifigkeit weiter. Daher sind sie in der Regel für bestimmte Strukturen erforderlich und nicht die wirtschaftlichste Bearbeitungsoption.
EDM
Wenn die Anforderungen an die Innenecken besonders hoch sind oder wenn das Werkstückmaterial hart und das Merkmal sehr klein ist, ist das herkömmliche Fräsen möglicherweise nicht mehr die beste Methode. In diesen Fällen kann das Erodieren als Sekundärverfahren eingesetzt werden.
Da beim Erodieren kein rotierender Fräser verwendet wird, um Material abzutragen, können bei einigen harten Materialien und bei Anwendungen mit feinen Merkmalen schärfere innere Details erzeugt werden. Bei sehr engen Innenecken kann das Erodieren kontrollierbarer sein als die weitere Reduzierung des Fräsdurchmessers.
Das Erodieren verursacht jedoch in der Regel zusätzliche Kosten und Vorlaufzeiten, weshalb es in der Regel für funktionskritische Merkmale reserviert ist.
Drahterodieren
Wenn die Teilegeometrie für Durchgangsbohrungen, plattenförmige Teile oder zweidimensionale Schnittpfade geeignet ist, kann das Drahterodieren auch eine effektive Methode sein, um schärfere Innenecken zu erzielen.

Im Vergleich zum konventionellen Fräsen können mit dem Drahterodieren wesentlich schärfere Übergänge in bestimmten Konturformen erzeugt werden. Es ist besonders nützlich für durchgeschnittene Profile und einige Präzisionspassungsmerkmale, obwohl es keine universelle Lösung für alle dreidimensionalen Hohlräume ist.
Alternative Lösungen, wenn eine scharfe Ecke nicht praktikabel ist
Nicht jedes Teil rechtfertigt den zusätzlichen Bearbeitungsaufwand und die Kosten, die erforderlich sind, um einen Innenradius so weit wie möglich zu reduzieren. In vielen Fällen besteht die bessere Lösung nicht darin, eine schärfere Ecke zu erzwingen, sondern die Geometrie so zu ändern, dass das Teil weiterhin ordnungsgemäß funktioniert und gleichzeitig einfacher zu fertigen ist.
Größerer Inneneckradius
Dies ist die gängigste und am meisten empfohlene Option. Wenn es die Funktion zulässt, kann der Hersteller durch die Angabe eines praktischen Innenradius einen größeren Fräser verwenden, was die Effizienz der Bearbeitung verbessert, den Werkzeugverschleiß verringert und die Konsistenz der Produktion erhöht.
Für viele Standard-CNC-Teile ist ein gut gewählter Innenradius realistischer als eine theoretisch perfekte quadratische Ecke.
Ecke Relief
Die Eckenentlastung fügt einen lokalen Freiraum in der Ecke hinzu, so dass ein Gegenstück nicht mit dem durch die Bearbeitung entstandenen Innenradius kollidiert. Obwohl die Geometrie nicht mehr perfekt quadratisch ist, ist das funktionale Ergebnis oft besser und einfacher zu produzieren.
Der Schlüsselgedanke ist nicht, eine perfekte scharfe Ecke zu erzwingen, sondern die Montage nicht mehr von einer solchen abhängig zu machen.
Hundeknochen und T-Knochen Relief
Bei rechteckigen Nuten, Platteneinsatzmerkmalen und quadratischen Gegenstrukturen sind Hundeknochen- und T-Knochen-Reliefs gängige Alternativen. Diese Merkmale fügen lokalen Freiraum hinzu, so dass ein rechtwinkliges Gegenstück in eine bearbeitete Innenecke passen kann, ohne dass die gesamte Innenecke perfekt scharf sein muss.
Auch wenn diese Formen auf einer Zeichnung nicht wie ideale quadratische Ecken aussehen, sind sie in der realen Produktion und Montage oft effizienter und zuverlässiger.
Optimierung der Gegenstückecke
Manchmal muss die Lösung nicht auf das aktuelle Teil angewendet werden. Wenn das Gegenstück eine abgeschrägte Ecke, eine abgerundete Ecke oder ein lokales Relief verwenden kann, dann braucht das bearbeitete Teil möglicherweise gar keine scharfe Innenecke.
Dies ist oft ein wirtschaftlicherer Weg, um das gleiche Montageproblem zu lösen, und entspricht eher einer guten Design-for-Manufacturing-Praxis.
Schlussfolgerung
Scharfe Innenecken sind bei der CNC-Bearbeitung nicht unmöglich, aber sie werden durch die Werkzeuggeometrie, die Steifigkeit des Werkzeugs und die Zugänglichkeit der Merkmale eingeschränkt. Bei konkreten Projekten ist es in der Regel besser, festzustellen, ob die Ecke wirklich funktionskritisch ist, und dann die am besten geeignete Bearbeitungsmethode oder alternative Konstruktion auf der Grundlage von Material-, Struktur- und Kostenanforderungen zu wählen.
Bei Teilen, die kleinere Inneneckenradien erfordern, kann die konventionelle CNC-Bearbeitung oft die Zielgeometrie durch kleinere Werkzeuge, lokale Bereinigungsoperationen und optimierte Werkzeugwege erreichen. Wenn Standardfräsen nicht ausreicht, können Erodieren, Drahterodieren oder Konstruktionsänderungen ein praktischeres Ergebnis liefern.
Minhe's CNC-Bearbeitungsfähigkeiten
Minhe bietet CNC-Fräsen und -Drehen nach Maß für komplexe Geometrien, tiefe Kavitäten, lokale Passungsmerkmale und hochpräzise bearbeitete Teile. Bei Teilen mit scharfen Innenecken können wir die Machbarkeit der Bearbeitung auf der Grundlage der spezifischen Teilegeometrie bewerten und einen geeigneteren Prozessplan und Angebotsansatz empfehlen.
Wenn Ihr Teil scharfe Innenecken, komplexe Hohlräume oder Passungsmerkmale aufweist, können Sie Ihre Zeichnungen gerne an das Minhe-Technikteam zur weiteren Prüfung der Herstellbarkeit und zur Angebotsunterstützung schicken.


