
鋭利な内コーナー形状は、一般的ではあるが、CNC加工で作り出すことが難しい特徴である。従来のフライス加工では、丸い切削工具を使用するため、最終的なコーナーの形状は、工具径、工具剛性、加工アクセス性によって制限され、真のゼロ半径の内コーナーを直接作成することは困難です。
この記事では、鋭利な内コーナーが加工しにくい理由、その最も一般的な製造方法、そして完璧に鋭利なコーナーが最も現実的な選択肢でない場合に使用できる代替設計ソリューションについて説明します。
鋭利な内角が加工しにくい理由
鋭利な内角の加工が難しい主な理由は、従来の CNCフライス加工 は、完全な正方形の内刃を直接生成できるプロセスではなく、回転する丸いカッターに依存している。丸い工具が内角に入るとすぐに、残りの形状はカッターの半径によって制限されます。
ツール形状の制限
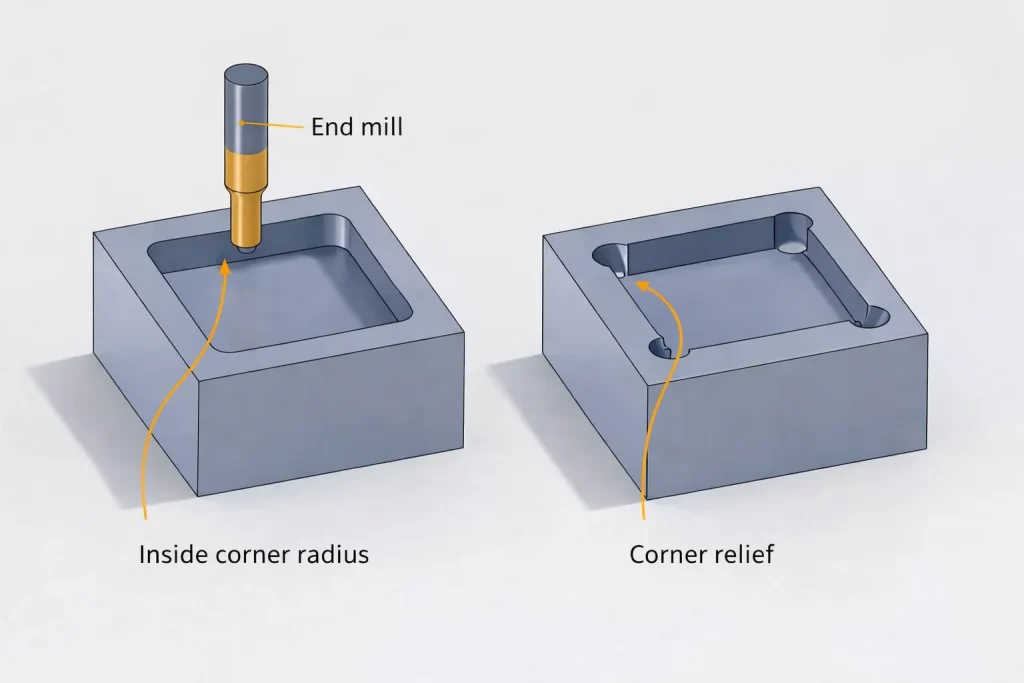
標準的なエンドミルは円筒形です。長方形のポケット、正方形のスロット、または内部プロファイルを加工する場合、カッタはプログラムされた経路に従い、自然にコーナーに半径を残します。そのため、図面では四角い内コーナーが描かれていても、完成品では内側にフィレットが残っていることがあります。多くの場合、次のことを理解するのにも役立ちます。 フィレットと面取りの違い そのコーナーが縮小されるべきか、緩和されるべきか、あるいは再設計されるべきかを決定する前に。
このフィレット半径を小さくするには、より小さな切削工具を使うのが最も直接的な方法である。それでも、従来のフライス加工では、角を完全に鋭くするのではなく、小さくするのが一般的です。
小径工具の剛性低下
小さな工具は、より小さな内コーナーRを作ることができるが、剛性も低くなる。特にステンレス鋼、チタン、焼き入れ鋼、その他の難削材では、切削中に小さな工具がたわんだり、振動したり、早く摩耗したり、折れたりする可能性が高くなる。
言い換えれば、内面コーナーの要求が鋭ければ鋭いほど、多くの場合、カッターは小さくする必要がある。カッターが小さければ小さいほど、加工の安定性は低下し、切削リスクは高くなる。
深いキャビティと狭いスロットの加工限界
開いている面の近くにある小さな内角ならまだ何とかなるかもしれないが、同じ特徴が深いポケットの底や狭い溝の端、背の高い壁構造の内側にある場合は、はるかに難しくなる。このような場合、工具はコーナーにフィットするほど小さく、かつコーナーに届くほど長くなければならない。
オーバーハングの長い小径工具はさらに剛性が低く、びびり、たわみ、表面仕上げ不良、寸法不揃いのリスクが高まる。深いキャビティと鋭利な内コーナーがしばしば難しい組み合わせとなるのはそのためです。
より高いコストとより大きな製造リスク
製造の観点からは、鋭利な内部コーナーは通常、加工コストを増加させる。工具が小さいと、切削速度が遅くなり、切削負荷が軽くなり、サイクルタイムが長くなり、工具の摩耗が多くなります。部品に硬い素材や深いフィーチャー、厳しい公差が含まれる場合、コストへの影響はより大きくなります。
このため、鋭利な内角は単なる図面上のディテールではありません。工程計画や見積りに直接影響する製造性の問題であることが多いのです。
シャープな内角の加工方法
実際には、鋭利な内コーナー加工を行う最善の方法は、コーナーのサイズ、キャビティの深さ、材料の種類、公差要件、および生産コストの目標によって異なります。コーナーがフィット、位置決め、または機能的インターフェースに直接影響する場合は、より小さな工具、コーナー仕上げ戦略、あるいは二次工程を使用する価値があるかもしれません。しかし、コーナーが機能的に重要でない場合は、別の設計の方が良い選択かもしれません。
小径エンドミル
これが最も直接的で一般的な解決策です。カッターの直径が小さければ小さいほど、コーナーに残される半径は小さくなり、フィーチャーをシャープな内コーナーに近づけることができる。
例えば、長方形のポケットを最初に6mmや8mmのエンドミルで加工し、大きな内部半径を残すことができる。その後、2mm、1mm、あるいはさらに小さなカッターで仕上げ加工を行うと、コーナー部分の半径を小さくすることができます。
この方法は、現在でも標準的なCNCフライス加工であり、多くの部品に適している。トレードオフとして、工具が小さくなると加工効率と加工安定性が低下します。
粗加工と局部仕上げ
多くの場合、大きな工具でフィーチャーを荒削りし、内コーナーを精緻化する必要がある部分だけ小さなカッタを使用する方が実用的です。これにより、効率的な材料除去とコーナ詳細加工が分離される。
大きいほうの工具でほとんどの在庫をすばやく取り除き、小さいほうの工具はコーナー部分に使う。内側に小さなコーナーが複数ある部品の場合、これは効率と達成可能な細部の点で最もバランスの取れたソリューションの1つであることが多い。
切削パラメータ制御
鋭利な内部コーナーの一般的な問題は、単にコーナーに到達することではなく、安定した方法で切断することである。深いキャビティや硬い素材、背の高い壁面では、切削負荷が高すぎると小さなカッターが不安定になることがあります。
そのため、鋭利な内コーナー加工では、ステップダウンの低減、ステップオーバーの低減、切削負荷の軽量化、より控えめな送りと主軸の設定が必要になることが多い。これらの調整により、工具負荷がより安定し、コーナーの精度と加工面の均一性が向上します。
コーナーフィニッシングツールパスの最適化
CAMプログラミングでは、鋭利な内部コーナーは、単一の一般的な輪郭パスで処理するのが最善であることは稀です。より一般的なアプローチは、メインの加工サイクルの後に、専用のコーナー仕上げまたはセカンダリー・クリーンアップ・ツールパスを作成することです。
これにより、突発的な全周かみ合い、コーナ部での繰り返し重切削、局所的な衝撃荷重の可能性を低減します。コーナーの要求が厳しい部品や、コーナーの内部形状が繰り返される部品では、最適化されたクリーンアップツールパスが最終的な結果を改善することがよくあります。
ロングリーチ小径工具
内コーナーが深い溝、深いポケット、高い壁面にある場合、工具径だけでは十分ではありません。カッターは、コーナーにアクセスするのに十分なリーチも必要です。
そのため、ロングネック工具、長さの長いエンドミル、またはリリーフ形状の工具が必要になることが多い。これらの工具はアクセス性の問題を解決するが、剛性をさらに低下させる。その結果、最も経済的な加工オプションではなく、特定の構造に必要とされるのが普通です。
イーディーエム
内部コーナーの要件が特に厳しい場合、または部品の材料が硬く、フィーチャーが非常に小さい場合、従来のフライス加工が最良の方法でなくなることがあります。このような状況では、二次加工としてEDMを使用することができます。
EDMは、材料を除去するために回転するカッターに依存しないため、一部の硬い材料や微細なフィーチャーのアプリケーションで、よりシャープな内部の詳細を生成することができます。非常にタイトな内部コーナーの場合、EDMはエンドミル径を縮小し続けるよりも制御しやすくなります。
しかし、EDMは通常、コストとリードタイムを増加させるため、通常は機能的に重要なフィーチャーに限定される。
ワイヤー放電加工機
部品形状が貫通フィーチャー、プレートタイプ部品、または2次元カットパスに適している場合、ワイヤーEDMは、よりシャープな内部コーナーを実現する効果的な方法にもなります。

従来のフライス加工に比べ、ワイヤー放電加工は輪郭形状をよりシャープに変化させることができます。ワイヤ放電加工は、すべての三次元キャビティに対応する万能なソリューションではありませんが、スルーカットプロファイルや一部の精密な嵌合形状に特に有効です。
シャープコーナーが実用的でない場合の代替案
すべての部品が、内部半径をできる限り小さくするために必要な余分な加工の複雑さとコストを正当化できるわけではありません。多くの場合、より良い解決策は、無理に角を鋭くすることではなく、形状を修正することで、部品の機能を維持しつつ、製造しやすくすることです。
より大きなコーナー半径
これが最も一般的で、最も推奨されるオプションです。機能が許せば、実用的な内半径を指定することで、メーカーはより大きなカッターを使用することができ、加工効率が向上し、工具の摩耗が減り、生産の一貫性が向上します。
多くの標準的なCNC部品では、理論的に完璧な正方形のコーナーよりも、よく選ばれた内半径の方が現実的です。
コーナー・リリーフ
コーナーリリーフは、相手部品が機械加工によって残された内部半径と干渉しないように、コーナーに局所的な逃げ領域を追加します。コーナーの形状は完全な正方形ではなくなりますが、機能的な仕上がりはより良くなり、製造も容易になります。
重要なのは、完璧にシャープなコーナーを作ることではなく、コーナーに依存しない組み立てにすることだ。
ドッグボーンとTボーンの救済
長方形のスロット、プレートインサート、および正方形の嵌合構造では、ドッグボーンやTボーンレリーフが一般的な選択肢です。これらの形状は、内側コーナー全体を完璧に鋭利にすることなく、正方形エッジの相手部品が機械加工された内側コーナーにフィットできるように、局所的なクリアランスを追加します。
このような形状は、図面上では理想的な正方形の角には見えないが、実際の生産や組み立てでは、より効率的で信頼性が高いことが多い。
相手部品コーナーの最適化
時には、その解決策を現在の部品に適用する必要がないこともあります。相手部品が面取りされたコーナー、丸みを帯びたコーナー、または局所的な逃げを使用できる場合、機械加工された部品は鋭利な内部コーナーを全く必要としないことがあります。
これは、同じ組立問題を解決するためのより経済的な方法であることが多く、製造に適した設計の実践により合致している。
結論
鋭利な内コーナー部をCNC加工で作ることは不可能ではありませんが、工具形状、工具剛性、フィーチャーアクセシビリティによって制限されます。実際のプロジェクトでは、コーナーが本当に機能的に重要かどうかを判断し、材料、構造、コストの要件に基づいて、最も適切な加工方法または代替設計を選択するのが、より良い方法です。
より小さな内コーナーRを必要とする部品では、従来のCNCは、より小さな工具、局所的なクリーンアップ作業、最適化されたツールパスによって、しばしば目標形状に近づくことができる。標準的なフライス加工では十分でない場合、EDM、ワイヤーEDM、または設計変更により、より実用的な結果が得られる場合があります。
ミンヘのCNC加工能力
ミンヘは以下を提供する。 カスタムCNCフライス加工と旋盤加工サービス 複雑な形状、深い空洞、局所的な嵌合形状、高精度の機械加工部品に対応します。鋭利な内部コーナーを含む部品については、特定の部品形状に基づいて加工可能性を評価し、より適切な工程計画と見積もりアプローチを提案することができます。
お客様の部品に鋭利な内角、複雑な空洞、嵌合形状が含まれる場合は、製造可能性の検討と見積もりサポートのため、お客様の図面をミンヘエンジニアリングチームにお送りください。


