
尖锐的内角是数控加工中常见但难以加工的特征。由于传统铣削使用的是圆形刀具,最终的拐角几何形状受到刀具直径、刀具刚性和加工可达性的限制,因此很难直接加工出真正的零半径内拐角。
本文将解释为何难以加工尖锐的内角、加工尖锐内角的最常见方法,以及当完全尖锐的内角不是最实用的选择时,可以采用哪些替代设计方案。
为什么尖锐内角难以加工
难以加工尖锐内角的主要原因是,传统的 数控铣床 该技术依赖于旋转圆刀,而不是直接产生完全方形内角的工艺。一旦圆形刀具进入内角,剩余的几何形状就会受到刀具半径的限制。
刀具几何限制
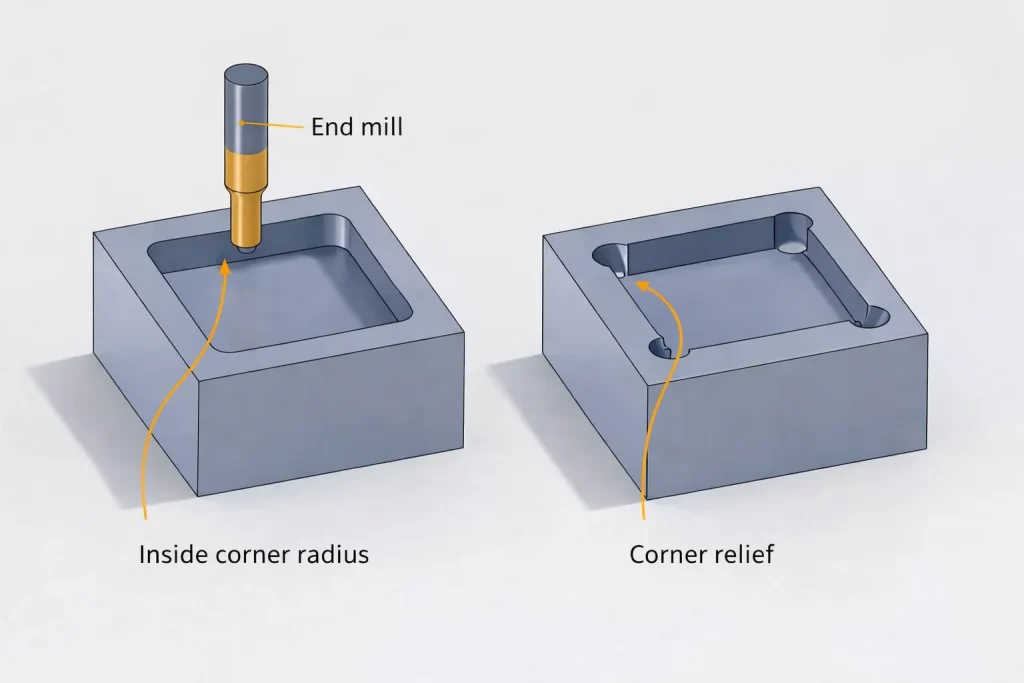
标准立铣刀是圆柱形的。在加工矩形槽、方形槽或内轮廓时,铣刀会按照编程路径进行加工,自然会在拐角处留下一个半径。这就是为什么图纸上显示的是方形内角,而成品零件上仍有明显的内圆角。在许多情况下,了解 圆角和倒角的区别 然后再决定是否应缩小、缓解或重新设计该拐角。
要减小圆角半径,最直接的方法是使用较小的切削刀具。即便如此,传统的铣削通常也会使圆角变小,而不是完全锋利。
降低小直径工具的刚度
较小的刀具可以加工出较小的内角半径,但其刚性也较低。在切削过程中,小刀具更容易发生偏移、振动、快速磨损或断裂,尤其是在加工不锈钢、钛、淬火钢和其他难加工材料时。
换句话说,内角要求越尖锐,刀具往往需要越小。刀具越小,加工稳定性越低,切削风险越高。
深腔和窄槽的加工极限
靠近开放表面的小内角可能还可以处理,但如果位于深袋底部、窄槽末端或高墙结构内部,同样的特征就变得困难得多。在这种情况下,工具必须足够小以适应拐角,又必须足够长以触及拐角。
悬伸较长的小直径刀具刚性更差,从而增加了颤动、变形、表面光洁度差和尺寸不一致的风险。这就是为什么深腔和尖锐的内角往往难以结合的原因。
成本更高,制造风险更大
从制造角度来看,尖锐的内角通常会增加加工成本。较小的刀具需要较慢的切削速度、较轻的切削负荷、较长的循环时间和较多的刀具磨损。如果零件还包括硬质材料、深度特征或严格的公差,则对成本的影响会更大。
因此,尖锐的内角不仅仅是图纸细节。它们往往是一个可制造性问题,直接影响到工艺规划和报价。
如何加工锋利的内角
实际上,加工尖锐内角的最佳方法取决于角的尺寸、型腔深度、材料类型、公差要求和生产成本目标。如果转角直接影响配合、定位或功能界面,则值得使用较小的刀具、转角加工策略,甚至二次加工。但是,如果转角在功能上并不重要,那么替代设计可能是更好的选择。
小直径立铣刀
这是最直接、最常见的解决方案。铣刀直径越小,在转角处留下的半径就越小,从而使特征更接近于尖锐的内角。
例如,可以先用 6 毫米或 8 毫米的立铣刀加工矩形槽,留下较大的内部半径。之后再用 2 毫米、1 毫米或更小的铣刀进行精加工,可以减小边角区域的半径。
这种方法仍然是标准的数控铣削,适用于许多零件。代价是较小的刀具降低了效率和加工稳定性。
粗加工后进行局部精加工
在许多情况下,使用较大的刀具对特征进行粗加工,然后仅在需要细化内角的地方使用较小的刀具更为实用。这就将有效的材料去除与边角精细加工分离开来。
较大的工具可以快速去除大部分毛坯,而较小的工具则用于边角区域。对于有多个小内角的零件,这通常是在效率和可实现细节方面最均衡的解决方案之一。
切割参数控制
切割尖锐内角的一个常见问题不仅是要切到角,还要能稳定地切割。在深腔、硬质材料或高壁特征中,如果切割负荷过大,小型切割机就会变得不稳定。
因此,在加工尖锐内角时,通常需要减小步距、减小跨步、减小切削负荷以及更保守的进给和主轴设置。这些调整有助于保持刀具负荷更加稳定,提高转角精度和表面一致性。
转角精加工刀具路径优化
在 CAM 编程中,尖锐的内角很少能通过单一的一般轮廓路径得到最佳处理。更常见的方法是在主加工循环后创建专用的拐角精加工或二次清理刀具路径。
这样可以减少突然全宽啮合、在转角处重复重切削或局部冲击载荷的机会。对于具有苛刻转角要求或重复内转角特征的零件,优化的清理刀具路径通常可以改善最终效果。
远距离小直径工具
如果内角位于深槽、深凹槽或高壁特征中,仅有刀具直径是不够的。铣刀还必须有足够的触角才能切入内角。
这通常需要使用长颈刀具、加长立铣刀或具有凹槽几何形状的刀具。这些刀具解决了接近性问题,但也进一步降低了刚性。因此,它们通常是特定结构所必需的,而不是最经济的加工选择。
EDM
当内角要求特别苛刻时,或者当零件材料较硬且特征非常小时,传统铣削可能不再是最佳方法。在这种情况下,电火花加工可作为辅助工艺使用。
由于电火花加工不依靠旋转刀具来去除材料,因此在某些硬质材料和精细特征应用中,它可以加工出更锐利的内部细节。对于非常紧凑的内角,电火花加工比继续减小立铣刀直径更容易控制。
不过,电火花加工通常会增加成本和交货时间,因此通常只用于功能关键的特征。
线切割放电加工
如果零件的几何形状适合通孔特征、板型零件或二维切割路径,线切割加工也是实现更锐利内角的有效方法。

与传统的铣削加工相比,线切割加工可以在某些轮廓形状中产生更锐利的过渡。它尤其适用于通切轮廓和某些精密配合特征,尽管它并不是所有三维型腔的通用解决方案。
当尖角不实用时的替代解决方案
并不是每个零件都需要为尽可能减小内部半径而增加加工复杂性和成本。在许多情况下,更好的解决方案并不是强制加工一个更尖锐的角,而是修改几何形状,使零件在更易于制造的同时仍能正常工作。
更大的内角半径
这是最常见也是最推荐的选择。如果功能允许,指定一个实用的内部半径可以让制造商使用更大的刀具,从而提高加工效率,减少刀具磨损,提高生产的一致性。
对于许多标准数控零件来说,精心选择的内部半径比理论上完美的方角更切合实际。
角落浮雕
转角去除在转角处增加了一个局部间隙区域,使配合零件不会与加工后留下的内部半径发生干涉。虽然几何形状不再是完美的方角,但功能效果往往更好,也更容易生产。
关键的想法并不是强求一个完美的尖角,而是让装配不再依赖于一个尖角。
狗骨和 T 骨救助
在矩形槽、板插入特征和方形配合结构中,狗骨形和 T 形凸台是常见的替代方案。这些特征增加了局部间隙,使方形边缘的配合零件能与机加工内角相吻合,而不要求整个内角完全锋利。
虽然这些形状在图纸上看起来并不像理想的方角,但在实际生产和装配中往往更有效、更可靠。
优化配合件转角
有时,解决方案并不需要应用于当前零件。如果配合零件可以使用倒角、圆角或局部浮雕,那么加工零件可能根本不需要尖锐的内角。
这通常是解决相同装配问题的更经济的方法,也更符合良好的制造设计实践。
结论
在数控加工中并非不可能加工出尖锐的内角,但会受到刀具几何形状、刀具刚性和特征可及性的限制。在实际项目中,较好的方法通常是确定拐角是否真正对功能至关重要,然后根据材料、结构和成本要求选择最合适的加工方法或替代设计。
对于需要较小内角半径的零件,传统 CNC 通常可以通过较小的刀具、局部清理操作和优化的刀具路径来接近目标几何形状。当标准铣削加工无法满足要求时,电火花加工、线切割加工或设计修改可能会提供更实用的结果。
民和的数控加工能力
民和提供 定制数控铣削和车削服务 对于复杂几何形状、深腔、局部配合特征和高精度加工零件,我们可以根据具体零件的几何形状评估加工的可行性,并推荐更合适的加工计划和报价方法。对于包含尖锐内角的零件,我们可以根据具体零件的几何形状评估加工可行性,并推荐更合适的工艺方案和报价方法。
如果您的零件包括尖锐的内角、复杂的空腔或配合特征,欢迎您将图纸发送给民和工程团队,以获得进一步的可制造性审查和报价支持。


