
Las esquinas internas afiladas son una característica común pero difícil de producir en el mecanizado CNC. Dado que el fresado convencional utiliza herramientas de corte redondas, la geometría final de la esquina está limitada por el diámetro de la herramienta, la rigidez de la herramienta y la accesibilidad del mecanizado, lo que dificulta la creación directa de una verdadera esquina interna de radio cero.
Este artículo explica por qué es difícil mecanizar esquinas internas afiladas, las formas más comunes de producirlas y qué soluciones de diseño alternativas pueden utilizarse cuando una esquina perfectamente afilada no es la opción más práctica.
Por qué es difícil mecanizar esquinas internas afiladas
La principal razón por la que las esquinas internas afiladas son difíciles de mecanizar es que las máquinas convencionales Fresado CNC se basa en fresas redondas giratorias en lugar de un proceso que pueda generar directamente un borde interior perfectamente cuadrado. En cuanto una herramienta redonda entra en una esquina interior, la geometría restante queda limitada por el radio de la fresa.
Limitaciones de la geometría de la herramienta
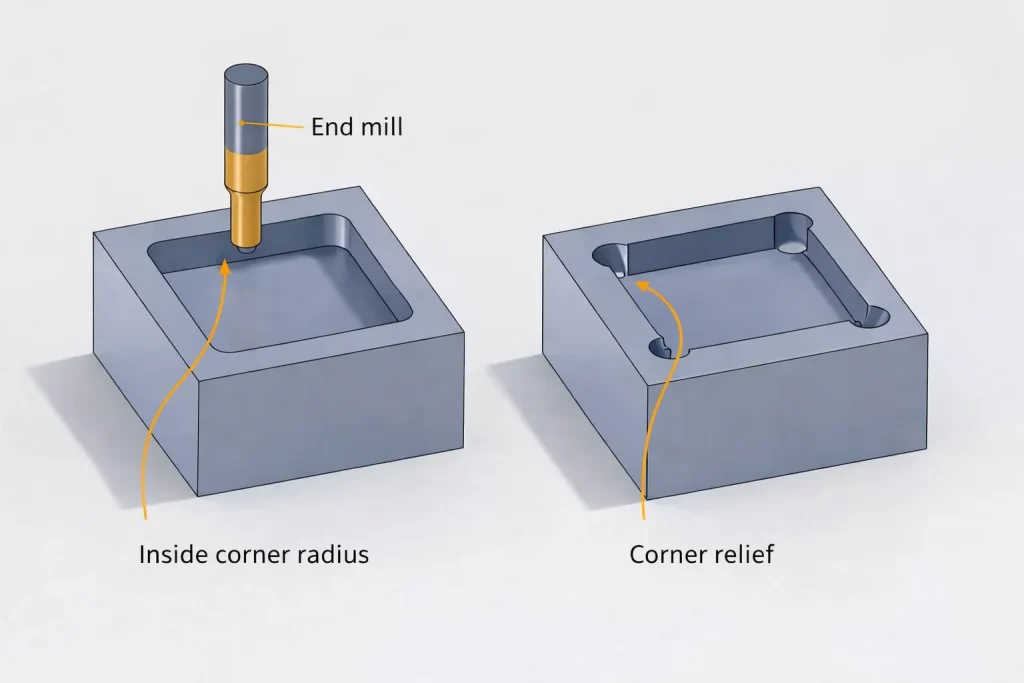
Una fresa estándar es cilíndrica. Al mecanizar una cavidad rectangular, una ranura cuadrada o un perfil interno, la fresa sigue la trayectoria programada y deja naturalmente un radio en la esquina. Esta es la razón por la que un dibujo puede mostrar una esquina interna cuadrada, mientras que la pieza acabada todavía contiene un filete interior visible. En muchos casos, también ayuda a comprender la diferencia entre un filete y un chaflán antes de decidir si esa esquina debe reducirse, aliviarse o rediseñarse.
Para reducir este radio de filete, lo más directo es utilizar una herramienta de corte más pequeña. Aun así, el fresado convencional suele hacer la esquina más pequeña en lugar de perfectamente afilada.
Reducción de la rigidez de las herramientas de pequeño diámetro
Las herramientas más pequeñas pueden producir radios de esquina internos más pequeños, pero también tienen menor rigidez. Durante el corte, es más probable que una herramienta pequeña se desvíe, vibre, se desgaste rápidamente o se rompa, especialmente en acero inoxidable, titanio, acero endurecido y otros materiales difíciles de mecanizar.
En otras palabras, cuanto más afilada sea la esquina interna requerida, más pequeña deberá ser la fresa. Cuanto más pequeña sea la fresa, menor será la estabilidad del mecanizado y mayor el riesgo de corte.
Límites de mecanizado en cavidades profundas y ranuras estrechas
Una pequeña esquina interna cerca de una superficie abierta puede seguir siendo manejable, pero la misma característica se vuelve mucho más difícil cuando se encuentra en el fondo de una cavidad profunda, al final de una ranura estrecha o dentro de una estructura de paredes altas. En estos casos, la herramienta debe ser lo suficientemente pequeña para adaptarse a la esquina y lo suficientemente larga para alcanzarla.
Las herramientas de pequeño diámetro con grandes voladizos son aún menos rígidas, lo que aumenta el riesgo de vibraciones, desviaciones, mal acabado superficial e incoherencias dimensionales. Por eso, las cavidades profundas y las esquinas internas afiladas suelen ser una combinación difícil.
Mayor coste y riesgo de fabricación
Desde el punto de vista de la fabricación, las esquinas internas afiladas suelen aumentar el coste de mecanizado. Las herramientas más pequeñas requieren velocidades de corte más lentas, cargas de corte más ligeras, tiempos de ciclo más largos y mayor desgaste de la herramienta. Si además la pieza incluye materiales duros, características profundas o tolerancias estrechas, el impacto en el coste se hace más significativo.
Por esta razón, las esquinas internas afiladas no son sólo un detalle de dibujo. Suelen ser un problema de fabricación que afecta directamente a la planificación del proceso y la elaboración de presupuestos.
Cómo mecanizar esquinas interiores afiladas
En la práctica, la mejor forma de mecanizar una esquina interna afilada depende del tamaño de la esquina, la profundidad de la cavidad, el tipo de material, los requisitos de tolerancia y el objetivo de coste de producción. Si la esquina afecta directamente al ajuste, el posicionamiento o una interfaz funcional, puede merecer la pena utilizar herramientas más pequeñas, estrategias de acabado de esquinas o incluso procesos secundarios. Sin embargo, si la esquina no es funcionalmente crítica, un diseño alternativo puede ser la mejor opción.
Fresas de pequeño diámetro
Esta es la solución más directa y más común. Cuanto menor sea el diámetro de la fresa, menor será el radio dejado en la esquina, lo que permite que la característica se acerque más a una esquina interna afilada.
Por ejemplo, una cajera rectangular puede mecanizarse primero con una fresa de 6 mm u 8 mm, dejando radios internos mayores. Una pasada de acabado posterior con una fresa de 2 mm, 1 mm o incluso menor puede reducir el radio en las zonas de las esquinas.
Este enfoque sigue siendo el fresado CNC estándar y es adecuado para muchas piezas. La contrapartida es que las herramientas más pequeñas reducen la eficiencia y la estabilidad del mecanizado.
Desbaste seguido de acabado local
En muchos casos, resulta más práctico desbastar el elemento con una herramienta más grande y utilizar una fresa más pequeña sólo en los puntos en los que es necesario refinar la esquina interna. De este modo se separa la eliminación eficaz del material del mecanizado de las esquinas.
La herramienta más grande elimina la mayor parte del material rápidamente, mientras que la más pequeña se reserva para la zona de las esquinas. Para piezas con varias esquinas interiores pequeñas, esta suele ser una de las soluciones más equilibradas en términos de eficacia y detalle alcanzable.
Control de parámetros de corte
Un problema habitual con las esquinas internas afiladas no es simplemente alcanzar la esquina, sino cortarla de forma estable. En cavidades profundas, materiales duros o paredes altas, una fresa pequeña puede volverse inestable si la carga de corte es demasiado elevada.
Por este motivo, el mecanizado de esquinas internas afiladas suele requerir una reducción del paso de corte, una reducción del paso de avance, cargas de corte más ligeras y ajustes de avance y husillo más conservadores. Estos ajustes ayudan a mantener la carga de la herramienta más estable y mejoran la precisión de las esquinas y la consistencia de la superficie.
Optimización de la trayectoria de la herramienta de acabado de esquinas
En la programación CAM, las esquinas internas afiladas rara vez se tratan mejor con una única trayectoria de contorno general. Un enfoque más común consiste en crear trayectorias de herramienta dedicadas al acabado de esquinas o a la limpieza secundaria después del ciclo de mecanizado principal.
De este modo, se reduce la posibilidad de que se produzcan enganches repentinos en toda la anchura, cortes pesados repetidos en la esquina o cargas de impacto localizadas. En el caso de piezas con requisitos de esquina exigentes o características de esquina interna repetidas, las trayectorias de herramienta de limpieza optimizadas suelen mejorar el resultado final.
Herramientas de largo alcance y pequeño diámetro
Si la esquina interna se encuentra en una ranura profunda, una cajera profunda o una característica de pared alta, el diámetro de la herramienta por sí solo no es suficiente. La fresa también debe tener suficiente alcance para acceder a la esquina.
Esto suele requerir herramientas de cuello largo, fresas de mango de longitud extendida o herramientas con geometría aliviada. Estas herramientas resuelven el problema de la accesibilidad, pero también reducen aún más la rigidez. En consecuencia, suelen ser necesarias para estructuras específicas y no la opción de mecanizado más económica.
EDM
Cuando el requisito de esquina interna es especialmente exigente, o cuando el material de la pieza es duro y la característica es muy pequeña, el fresado convencional puede dejar de ser el mejor método. En estas situaciones, la electroerosión puede utilizarse como proceso secundario.
Dado que la electroerosión no depende de una fresa giratoria para eliminar el material, puede producir detalles internos más nítidos en algunos materiales duros y aplicaciones de acabado fino. Para esquinas internas muy cerradas, la electroerosión puede ser más controlable que seguir reduciendo el diámetro de la fresa.
Sin embargo, la electroerosión suele añadir costes y plazos de entrega, por lo que suele reservarse para elementos críticos desde el punto de vista funcional.
Electroerosión por hilo
Si la geometría de la pieza es adecuada para características pasantes, piezas tipo placa o trayectorias de corte bidimensionales, la electroerosión por hilo también puede ser un método eficaz para conseguir esquinas internas más afiladas.

En comparación con el fresado convencional, la electroerosión por hilo puede crear transiciones mucho más nítidas en determinadas formas de contorno. Resulta especialmente útil para perfiles pasantes y algunas características de acoplamiento de precisión, aunque no es una solución universal para todas las cavidades tridimensionales.
Soluciones alternativas cuando una esquina afilada no es práctica
No todas las piezas justifican la complejidad y el coste adicionales de mecanizado necesarios para reducir al máximo un radio interno. En muchos casos, la mejor solución no es forzar una esquina más afilada, sino modificar la geometría para que la pieza siga funcionando correctamente sin dejar de ser más fácil de fabricar.
Mayor radio de esquina interior
Esta es la opción más común y la más recomendada. Si la función lo permite, especificar un radio interno práctico permite al fabricante utilizar una fresa más grande, lo que mejora la eficacia del mecanizado, reduce el desgaste de la herramienta y mejora la uniformidad de la producción.
Para muchas piezas CNC estándar, un radio interno bien elegido es más realista que una esquina cuadrada teóricamente perfecta.
Esquina Relieve
El alivio de esquina añade una zona de holgura local en la esquina para que una pieza de acoplamiento no interfiera con el radio interno dejado por el mecanizado. Aunque la geometría ya no es una esquina cuadrada perfecta, el resultado funcional suele ser mejor y más fácil de producir.
La idea clave no es forzar una esquina afilada perfecta, sino hacer que el montaje ya no dependa de una.
Alivio Dog-Bone y T-Bone
En las ranuras rectangulares, las características de inserción de placas y las estructuras de acoplamiento cuadradas, los relieves en forma de espina de perro y espina de T son alternativas comunes. Estas características añaden holgura local para que una pieza de acoplamiento de bordes cuadrados pueda encajar en una esquina interior mecanizada sin necesidad de que toda la esquina interior esté perfectamente afilada.
Aunque estas formas no parezcan esquinas cuadradas ideales en un dibujo, suelen ser más eficaces y fiables en la producción y el montaje reales.
Optimización de la esquina de la pieza de contacto
A veces no es necesario aplicar la solución a la pieza actual. Si el componente de acoplamiento puede utilizar una esquina achaflanada, una esquina redondeada o un relieve local, es posible que la pieza mecanizada no necesite una esquina interna afilada en absoluto.
A menudo es una forma más económica de resolver el mismo problema de ensamblaje y es más coherente con las buenas prácticas de diseño para la fabricación.
Conclusión
Las esquinas internas afiladas no son imposibles de producir en el mecanizado CNC, pero están limitadas por la geometría de la herramienta, la rigidez de la herramienta y la accesibilidad de la característica. En los proyectos reales, lo mejor suele ser determinar si la esquina es realmente crítica para la función y, a continuación, elegir el método de mecanizado más adecuado o un diseño alternativo basado en los requisitos de material, estructura y coste.
Para piezas que requieren radios de esquina internos más pequeños, el CNC convencional a menudo puede acercarse a la geometría objetivo mediante herramientas más pequeñas, operaciones de limpieza local y trayectorias de herramienta optimizadas. Cuando el fresado estándar no es suficiente, la electroerosión, la electroerosión por hilo o las modificaciones de diseño pueden proporcionar un resultado más práctico.
Capacidades de mecanizado CNC de Minhe
Minhe proporciona servicios personalizados de fresado y torneado CNC para geometrías complejas, cavidades profundas, características locales de acoplamiento y piezas mecanizadas de alta precisión. Para piezas que incluyen esquinas internas afiladas, podemos evaluar la viabilidad del mecanizado en función de la geometría específica de la pieza y recomendar un plan de proceso y un enfoque de oferta más adecuados.
Si su pieza incluye esquinas internas afiladas, cavidades complejas o características de acoplamiento, le invitamos a enviar sus dibujos al equipo de ingeniería de Minhe para una mayor revisión de la fabricabilidad y apoyo en la cotización.


