
Sharp internal corners are a common but difficult feature to produce in CNC machining. Because conventional milling uses round cutting tools, the final corner geometry is limited by tool diameter, tool rigidity, and machining accessibility, which makes it difficult to directly create a true zero-radius internal corner.
This article explains why sharp internal corners are difficult to machine, the most common ways to produce them, and which alternative design solutions can be used when a perfectly sharp corner is not the most practical option.
Why Sharp Internal Corners Are Difficult to Machine
The main reason sharp internal corners are difficult to machine is that conventional CNC milling relies on rotating round cutters rather than a process that can directly generate a perfectly square internal edge. As soon as a round tool enters an inside corner, the remaining geometry is limited by the cutter radius.
Tool Geometry Limitations
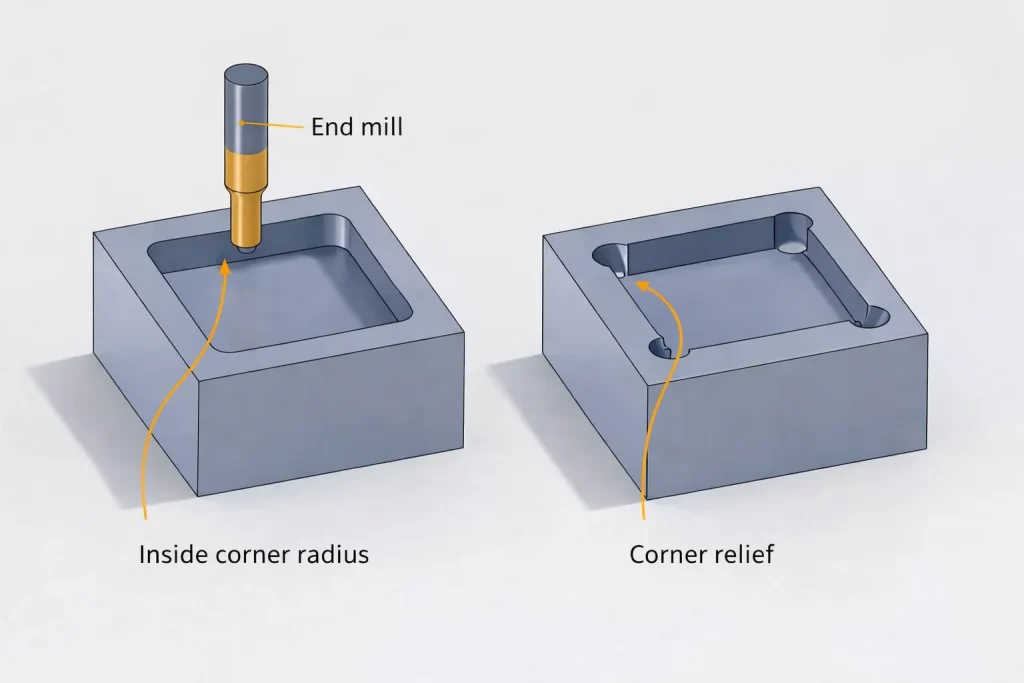
A standard end mill is cylindrical. When machining a rectangular pocket, square slot, or internal profile, the cutter follows the programmed path and naturally leaves a radius in the corner. This is why a drawing may show a square internal corner, while the finished part still contains a visible inside fillet. In many cases, it also helps to understand the difference between a fillet and a chamfer before deciding whether that corner should be reduced, relieved, or redesigned.
To reduce this fillet radius, the most direct approach is to use a smaller cutting tool. Even so, conventional milling usually makes the corner smaller rather than perfectly sharp.
Reduced Rigidity of Small-Diameter Tools
Smaller tools can produce smaller internal corner radii, but they also have lower rigidity. During cutting, a small tool is more likely to deflect, vibrate, wear quickly, or break, especially in stainless steel, titanium, hardened steel, and other difficult-to-machine materials.
In other words, the sharper the internal corner requirement, the smaller the cutter often needs to be. The smaller the cutter, the lower the machining stability and the higher the cutting risk.
Machining Limits in Deep Cavities and Narrow Slots
A small internal corner near an open surface may still be manageable, but the same feature becomes much more difficult when it is located at the bottom of a deep pocket, at the end of a narrow slot, or inside a tall-wall structure. In these cases, the tool must be both small enough to fit the corner and long enough to reach it.
Small-diameter tools with long overhangs are even less rigid, which increases the risk of chatter, deflection, poor surface finish, and dimensional inconsistency. That is why deep cavities and sharp internal corners are often a difficult combination.
Higher Cost and Greater Manufacturing Risk
From a manufacturing standpoint, sharp internal corners usually increase machining cost. Smaller tools require slower cutting speeds, lighter cutting loads, longer cycle times, and more tool wear. If the part also includes hard materials, deep features, or tight tolerances, the cost impact becomes more significant.
For this reason, sharp internal corners are not just a drawing detail. They are often a manufacturability issue that directly affects process planning and quoting.
How to Machine Sharp Internal Corners
In practice, the best way to machine a sharp internal corner depends on the corner size, cavity depth, material type, tolerance requirements, and production cost target. If the corner directly affects fit, positioning, or a functional interface, it may be worth using smaller tools, corner-finishing strategies, or even secondary processes. If the corner is not functionally critical, however, an alternative design may be the better choice.
Small-Diameter End Mills
This is the most direct and most common solution. The smaller the cutter diameter, the smaller the radius left in the corner, which allows the feature to get closer to a sharp internal corner.
For example, a rectangular pocket may first be machined with a 6 mm or 8 mm end mill, leaving larger internal radii. A later finishing pass with a 2 mm, 1 mm, or even smaller cutter can reduce the radius in the corner areas.
This approach is still standard CNC milling and is suitable for many parts. The trade-off is that smaller tools reduce efficiency and machining stability.
Roughing Followed by Local Finishing
In many cases, it is more practical to rough the feature with a larger tool and then use a smaller cutter only where the internal corner needs to be refined. This separates efficient material removal from corner-detail machining.
The larger tool removes most of the stock quickly, while the smaller tool is reserved for the corner area. For parts with multiple small inside corners, this is often one of the most balanced solutions in terms of efficiency and achievable detail.
Cutting Parameter Control
A common problem with sharp internal corners is not simply reaching the corner, but cutting it in a stable way. In deep cavities, hard materials, or tall-wall features, a small cutter can become unstable if the cutting load is too high.
For that reason, machining sharp internal corners often requires reduced step-down, reduced step-over, lighter cutting loads, and more conservative feed and spindle settings. These adjustments help keep the tool load more stable and improve corner accuracy and surface consistency.
Corner-Finishing Toolpath Optimization
In CAM programming, sharp internal corners are rarely best handled by a single general contour path. A more common approach is to create dedicated corner-finishing or secondary cleanup toolpaths after the main machining cycle.
This reduces the chance of sudden full-width engagement, repeated heavy cutting in the corner, or localized shock loads. For parts with demanding corner requirements or repeated internal corner features, optimized cleanup toolpaths often improve the final result.
Long-Reach Small-Diameter Tools
If the internal corner is located in a deep slot, deep pocket, or high-wall feature, tool diameter alone is not enough. The cutter must also have enough reach to access the corner.
This often requires long-neck tools, extended-length end mills, or tools with relieved geometry. These tools solve the accessibility problem, but they also reduce rigidity further. As a result, they are usually necessary for specific structures rather than the most economical machining option.
EDM
When the internal corner requirement is especially demanding, or when the part material is hard and the feature is very small, conventional milling may no longer be the best method. In these situations, EDM can be used as a secondary process.
Because EDM does not rely on a rotating cutter to remove material, it can produce sharper internal details in some hard materials and fine-feature applications. For very tight internal corners, EDM can be more controllable than continuing to reduce end mill diameter.
However, EDM usually adds cost and lead time, so it is typically reserved for functionally critical features.
Wire EDM
If the part geometry is suitable for through-features, plate-type parts, or two-dimensional cut paths, wire EDM can also be an effective method for achieving sharper internal corners.

Compared with conventional milling, wire EDM can create much sharper transitions in certain contour shapes. It is especially useful for through-cut profiles and some precision mating features, although it is not a universal solution for all three-dimensional cavities.
Alternative Solutions When a Sharp Corner Is Not Practical
Not every part justifies the extra machining complexity and cost required to reduce an internal radius as much as possible. In many cases, the better solution is not to force a sharper corner, but to modify the geometry so the part still functions properly while remaining easier to manufacture.
Larger Internal Corner Radius
This is the most common and most recommended option. If function allows, specifying a practical internal radius lets the manufacturer use a larger cutter, which improves machining efficiency, reduces tool wear, and improves consistency in production.
For many standard CNC parts, a well-chosen internal radius is more realistic than a theoretically perfect square corner.
Corner Relief
Corner relief adds a local clearance area in the corner so that a mating part does not interfere with the internal radius left by machining. Although the geometry is no longer a perfect square corner, the functional result is often better and easier to produce.
The key idea is not to force a perfect sharp corner, but to make the assembly no longer depend on one.
Dog-Bone and T-Bone Relief
In rectangular slots, plate insert features, and square mating structures, dog-bone and T-bone reliefs are common alternatives. These features add local clearance so that a square-edged mating part can fit into a machined internal corner without requiring the entire inside corner to be perfectly sharp.
While these shapes do not look like ideal square corners on a drawing, they are often more efficient and more reliable in real production and assembly.
Optimizing the Mating Part Corner
Sometimes the solution does not need to be applied to the current part. If the mating component can use a chamfered corner, rounded corner, or local relief, then the machined part may not need a sharp internal corner at all.
This is often a more economical way to solve the same assembly problem and is more consistent with good design-for-manufacturing practice.
Conclusion
Sharp internal corners are not impossible to produce in CNC machining, but they are limited by tool geometry, tool rigidity, and feature accessibility. In actual projects, the better approach is usually to determine whether the corner is truly function-critical and then choose the most appropriate machining method or alternative design based on material, structure, and cost requirements.
For parts that require smaller internal corner radii, conventional CNC can often approach the target geometry through smaller tools, local cleanup operations, and optimized toolpaths. When standard milling is not sufficient, EDM, wire EDM, or design modifications may provide a more practical result.
Minhe’s CNC Machining Capabilities
Minhe provides custom CNC milling and turning services for complex geometries, deep cavities, local mating features, and high-precision machined parts. For parts that include sharp internal corners, we can evaluate machining feasibility based on the specific part geometry and recommend a more suitable process plan and quotation approach.
If your part includes sharp internal corners, complex cavities, or mating features, you are welcome to send your drawings to the Minhe engineering team for further manufacturability review and quotation support.


