
Острые внутренние углы - распространенная, но сложная задача при обработке с ЧПУ. Поскольку при традиционном фрезеровании используются круглые режущие инструменты, конечная геометрия угла ограничена диаметром инструмента, его жесткостью и доступностью обработки, что затрудняет непосредственное создание истинного внутреннего угла с нулевым радиусом.
В этой статье рассказывается о том, почему острые внутренние углы трудно обрабатывать, о наиболее распространенных способах их получения, а также о том, какие альтернативные конструктивные решения можно использовать, когда идеально острый угол не является наиболее практичным вариантом.
Почему острые внутренние углы трудно обрабатывать
Основная причина, по которой острые внутренние углы трудно обрабатывать, заключается в том, что обычные Фрезерование с ЧПУ В основе технологии лежит использование вращающихся круглых фрез, а не процесс прямого создания идеально квадратной внутренней кромки. Как только круглый инструмент входит во внутренний угол, оставшаяся геометрия ограничивается радиусом фрезы.
Ограничения геометрии инструмента
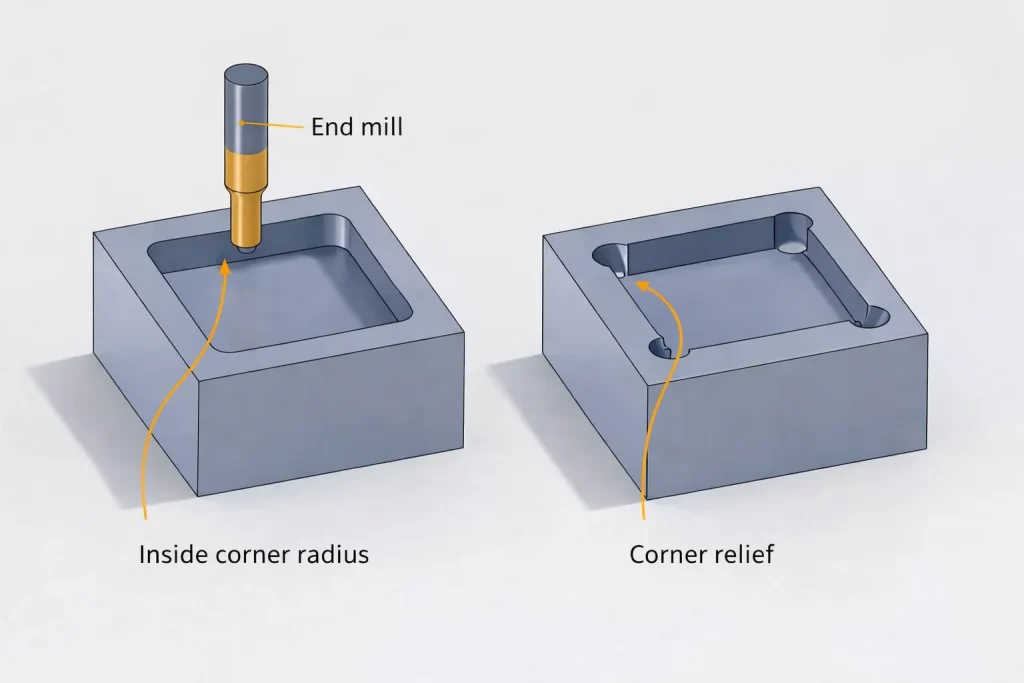
Стандартная концевая фреза имеет цилиндрическую форму. При обработке прямоугольного кармана, квадратного паза или внутреннего профиля фреза следует запрограммированной траектории и, естественно, оставляет радиус в углу. Вот почему на чертеже может быть изображен квадратный внутренний угол, а готовая деталь все еще содержит видимую внутреннюю галтель. Во многих случаях также необходимо понимать Разница между галтелью и фаской прежде чем принять решение о том, следует ли уменьшить, облегчить или перепроектировать этот угол.
Чтобы уменьшить этот радиус галтели, самым прямым способом является использование режущего инструмента меньшего размера. Но даже в этом случае обычное фрезерование обычно делает угол меньше, а не идеально острым.
Снижение жесткости инструментов малого диаметра
Маленькие инструменты позволяют получить меньший радиус внутреннего угла, но при этом они обладают меньшей жесткостью. В процессе резки маленький инструмент с большей вероятностью будет отклоняться, вибрировать, быстро изнашиваться или ломаться, особенно при обработке нержавеющей стали, титана, закаленной стали и других труднообрабатываемых материалов.
Другими словами, чем острее внутренний угол, тем меньше должна быть фреза. Чем меньше фреза, тем ниже стабильность обработки и выше риск резания.
Пределы обработки глубоких полостей и узких пазов
С небольшим внутренним углом у открытой поверхности еще можно справиться, но когда он расположен на дне глубокого кармана, в конце узкой щели или внутри высокой стены, все становится гораздо сложнее. В таких случаях инструмент должен быть и достаточно маленьким, чтобы поместиться в угол, и достаточно длинным, чтобы достать его.
Инструменты малого диаметра с длинными выступами еще менее жесткие, что повышает риск возникновения дребезга, прогиба, плохой обработки поверхности и несоответствия размеров. Именно поэтому глубокие полости и острые внутренние углы часто представляют собой сложное сочетание.
Более высокая стоимость и больший производственный риск
С точки зрения производства острые внутренние углы обычно увеличивают стоимость обработки. Более мелкие инструменты требуют меньшей скорости резания, меньшей нагрузки при резании, большего времени цикла и большего износа инструмента. Если деталь также включает твердые материалы, глубокие элементы или жесткие допуски, влияние стоимости становится более значительным.
По этой причине острые внутренние углы - это не просто деталь чертежа. Зачастую они являются проблемой технологичности, которая напрямую влияет на планирование процесса и ценообразование.
Как обрабатывать острые внутренние углы
На практике оптимальный способ обработки острого внутреннего угла зависит от размера угла, глубины полости, типа материала, требований к допуску и стоимости производства. Если угол непосредственно влияет на посадку, позиционирование или функциональный интерфейс, возможно, стоит использовать инструменты меньшего размера, стратегии обработки углов или даже вторичные процессы. Если же угол не является функционально критичным, то лучшим выбором может стать альтернативная конструкция.
Концевые фрезы малого диаметра
Это самое прямое и наиболее распространенное решение. Чем меньше диаметр фрезы, тем меньше радиус, оставляемый в углу, что позволяет приблизить деталь к острому внутреннему углу.
Например, прямоугольный карман можно сначала обработать концевой фрезой диаметром 6 или 8 мм, оставив большие внутренние радиусы. Последующий чистовой проход фрезой 2 мм, 1 мм или даже меньшего размера может уменьшить радиус в угловых зонах.
Этот подход по-прежнему является стандартным фрезерованием с ЧПУ и подходит для многих деталей. Компромисс заключается в том, что меньшие инструменты снижают эффективность и стабильность обработки.
Черновая обработка с последующей локальной отделкой
Во многих случаях практичнее выполнять черновую обработку большим инструментом, а затем использовать меньшую фрезу только там, где требуется доработка внутреннего угла. Это позволяет отделить эффективный съем материала от обработки деталей угла.
Больший инструмент быстро удаляет большую часть массы, а меньший инструмент предназначен для обработки углов. Для деталей с несколькими небольшими внутренними углами это часто является одним из наиболее сбалансированных решений с точки зрения эффективности и достижимой детализации.
Управление параметрами резания
Частой проблемой при обработке острых внутренних углов является не просто достижение угла, а его стабильная резка. В глубоких полостях, твердых материалах или высоких стенках маленькая фреза может стать неустойчивой, если нагрузка на нее слишком велика.
По этой причине обработка острых внутренних углов часто требует уменьшения шага вниз, уменьшения шага вперед, уменьшения нагрузки на режущий инструмент и более консервативных настроек подачи и шпинделя. Эти регулировки помогают поддерживать стабильную нагрузку на инструмент и повышают точность обработки углов и однородность поверхности.
Оптимизация траектории инструмента для обработки углов
В CAM-программировании острые внутренние углы редко лучше всего обрабатываются одним общим контурным маршрутом. Более распространенным подходом является создание специальных траекторий для обработки углов или вторичной очистки после основного цикла обработки.
Это снижает вероятность внезапного срабатывания на всю ширину, повторного сильного резания в углу или локальных ударных нагрузок. Для деталей с высокими требованиями к углам или повторяющимися внутренними угловыми элементами оптимизированные траектории очищающих инструментов часто улучшают конечный результат.
Инструменты малого диаметра с длинным вылетом
Если внутренний угол расположен в глубоком пазу, глубоком кармане или высокостенной детали, одного диаметра инструмента недостаточно. Фреза также должна иметь достаточный радиус действия для доступа к углу.
Для этого часто требуются инструменты с длинной шейкой, концевые фрезы увеличенной длины или инструменты с облегченной геометрией. Такие инструменты решают проблему доступности, но при этом еще больше снижают жесткость. В результате они обычно необходимы для конкретных конструкций, а не являются наиболее экономичным вариантом обработки.
EDM
Когда требования к внутреннему углу особенно высоки или когда материал детали твердый, а деталь очень мала, обычное фрезерование может оказаться не самым лучшим методом. В таких ситуациях EDM может использоваться как вторичный процесс.
Поскольку EDM не использует вращающуюся фрезу для удаления материала, она может создавать более острые внутренние детали в некоторых твердых материалах и при обработке тонких деталей. При обработке очень узких внутренних углов EDM может быть более управляемой, чем дальнейшее уменьшение диаметра концевой фрезы.
Однако EDM, как правило, увеличивает стоимость и время выполнения заказа, поэтому его обычно применяют только для функционально важных элементов.
Проволочная электроэрозионная обработка
Если геометрия детали подходит для сквозных элементов, деталей пластинчатого типа или двумерных траекторий резания, электроэрозионная обработка проволокой также может быть эффективным методом для получения более острых внутренних углов.

По сравнению с обычным фрезерованием электроэрозионная обработка проволокой может создавать гораздо более резкие переходы в определенных формах контуров. Это особенно полезно для сквозных профилей и некоторых прецизионных сопряжений, хотя и не является универсальным решением для всех трехмерных полостей.
Альтернативные решения, когда острый угол нецелесообразен
Не каждая деталь оправдывает дополнительные сложности и затраты на обработку, необходимые для максимального уменьшения внутреннего радиуса. Во многих случаях лучшим решением является не создание более острого угла, а изменение геометрии, чтобы деталь по-прежнему функционировала должным образом, оставаясь при этом более простой в производстве.
Увеличенный радиус внутренних углов
Это самый распространенный и наиболее рекомендуемый вариант. Если позволяет функциональность, указание практичного внутреннего радиуса позволяет производителю использовать фрезу большего размера, что повышает эффективность обработки, уменьшает износ инструмента и повышает стабильность производства.
Для многих стандартных деталей с ЧПУ хорошо подобранный внутренний радиус более реален, чем теоретически идеальный квадратный угол.
Угловой рельеф
Угловая разгрузка добавляет локальный зазор в углу, чтобы сопрягаемая деталь не мешала внутреннему радиусу, оставшемуся после обработки. Хотя геометрия больше не является идеальным квадратным углом, функциональный результат часто лучше и проще в производстве.
Основная идея заключается не в том, чтобы добиться идеального острого угла, а в том, чтобы сборка больше не зависела от него.
Спасение от собачьих костей и костей Т
Для прямоугольных пазов, пластинчатых вставок и квадратных сопрягаемых конструкций распространенными альтернативами являются рельефы типа "собачья кость" и "Т-образная кость". Эти элементы добавляют местный зазор, чтобы сопрягаемая деталь с квадратной кромкой могла войти в обработанный внутренний угол, не требуя, чтобы весь внутренний угол был идеально острым.
Хотя на чертеже такие формы не выглядят как идеальные квадратные углы, в реальном производстве и сборке они часто оказываются более эффективными и надежными.
Оптимизация угла сопрягаемых деталей
Иногда решение не обязательно применять к текущей детали. Если сопрягаемый компонент может использовать фаску, скругленный угол или местный рельеф, то обрабатываемой детали может вообще не понадобиться острый внутренний угол.
Это часто более экономичный способ решения той же проблемы сборки и более соответствует хорошей практике проектирования для производства.
Заключение
Острые внутренние углы не невозможно получить при обработке с ЧПУ, но они ограничены геометрией инструмента, жесткостью инструмента и доступностью элементов. В реальных проектах, как правило, лучше определить, является ли угол действительно критически важным с точки зрения функциональности, а затем выбрать наиболее подходящий метод обработки или альтернативную конструкцию, исходя из требований к материалу, конструкции и стоимости.
Для деталей, требующих меньших радиусов внутренних углов, обычное ЧПУ часто позволяет достичь заданной геометрии за счет использования инструментов меньшего размера, локальных операций очистки и оптимизированных траекторий движения инструмента. Если стандартного фрезерования недостаточно, то электроэрозионная обработка, проволочная электроэрозионная обработка или изменение конструкции могут обеспечить более практичный результат.
Возможности обработки с ЧПУ компании Minhe
Минхе предоставляет Фрезерные и токарные работы с ЧПУ на заказ для сложных геометрических форм, глубоких полостей, локальных сопряжений и высокоточных обработанных деталей. Для деталей с острыми внутренними углами мы можем оценить целесообразность обработки на основе конкретной геометрии детали и рекомендовать более подходящий технологический план и подход к составлению сметы.
Если ваша деталь имеет острые внутренние углы, сложные полости или сопрягаемые элементы, вы можете отправить свои чертежи команде инженеров Minhe для дальнейшего рассмотрения возможности изготовления и поддержки предложений.


