
Обработка канавок - распространенный, но часто недооцениваемый процесс в обработке с ЧПУ. Небольшая канавка может выполнять такие функции, как уплотнение, позиционирование, смазка, разгрузка инструмента или зазор при сборке. Эта статья объясняет производственную логику обработки канавок с нескольких сторон, включая ее определение, процесс обработки, типы обработки канавок, выбор инструмента и основные параметры.
Что такое обработка канавок?
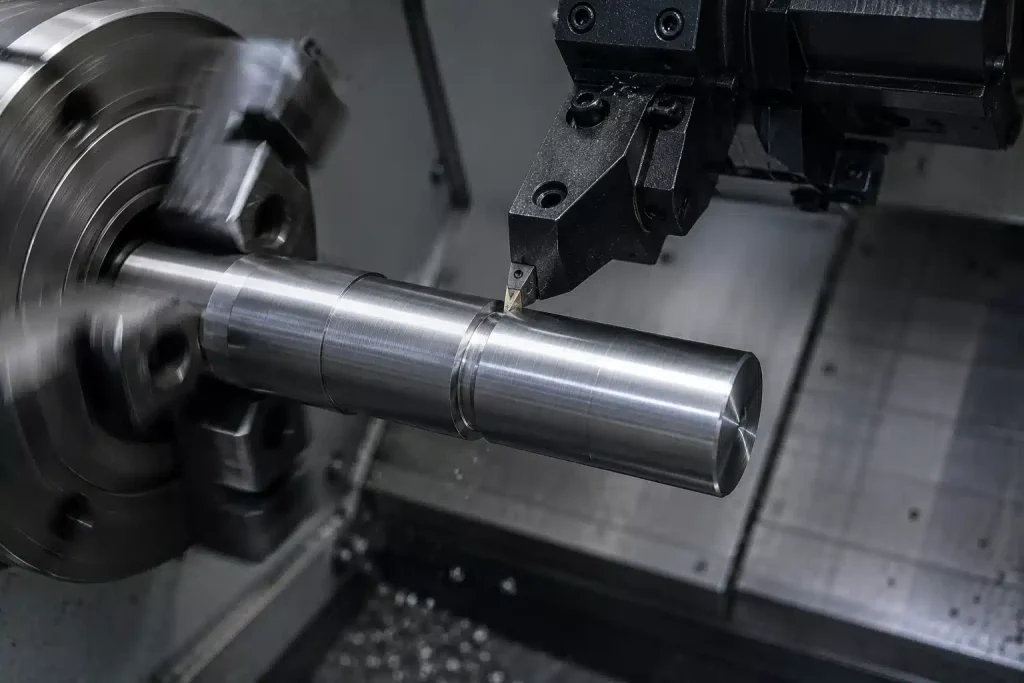
Обработка канавок - это процесс использования специальных режущих инструментов для прорезания канавок определенной глубины, ширины и формы поперечного сечения на поверхности заготовки.
Этот процесс в основном используется для достижения определенных механических функций, таких как осевое позиционирование с помощью стопорных канавок, предотвращение утечки жидкости под высоким давлением с помощью уплотнительных канавок или создание масляных дорожек в подшипниках цапф и направляющих для оптимизации распределения смазки.
Технологический процесс обработки канавок
Стандартная обработка пазов с ЧПУ охватывает весь жизненный цикл от инженерное проектирование до окончательной прецизионной резки на месте, чтобы обеспечить точный контроль ширины и глубины паза:
Инженерный дизайн
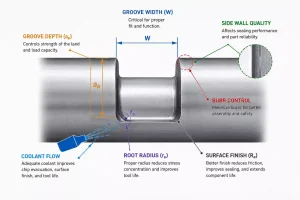
Исходя из функциональных требований, таких как уплотнение или позиционирование, геометрическое сечение канавки определяется в чертежах CAD. На этапе проектирования необходимо указать допуски на ширину паза, глубину, корневые галтели и вертикальность боковых стенок, чтобы обеспечить надежную основу для последующей обработки.
Настройка и выравнивание инструмента
После создания программы выбираются соответствующие патроны или приспособления в зависимости от места обработки. Высокоточное радиальное и осевое выравнивание инструмента выполняется для обеспечения соответствия координат обработки спецификациям чертежа.
Грубое фрезерование
Для более широких канавок используются несколько прямых погружений или сегментные методы резания, чтобы эффективно удалить материал, обеспечивая плавный отвод стружки и оставляя равномерный припуск для чистовой обработки.
Нижняя микрорегулировка
После того как инструмент достигнет дна канавки, выполняется боковое движение сметания или поворота для удаления остатков, оставшихся после черновой обработки, обеспечивая плоское дно и корректировку ширины.
Финишная уборка
Инструмент погружается вдоль одной боковой стены до пола, проходит по горизонтали и втягивается вверх вдоль противоположной стены. Эта непрерывная траектория завершает отделку обеих боковых стен и пола одним движением, предотвращая появление следов от инструмента.
Втягивание и осмотр
Инструмент втягивается по безопасной траектории и очищается от стружки. Затем с помощью специализированных измерительных приборов проверяется ширина, глубина и фаски канавки в соответствии со стандартами приемки.
Виды обработки канавок
В зависимости от места обработки и логики резания обработка канавок подразделяется на следующие основные типы операций:
Внешнее рифление
Внешнее рифление - это стандартный процесс, выполняемый на токарных центрах с радиально-врезной или боковой траекторией вращения. Основной задачей этого процесса является обеспечение чистоты боковых стенок и плоскостности днища за счет подачи СОЖ под высоким давлением, что делает его наиболее распространенным методом обработки канавок стопорных колец и уплотнительных колец на деталях валов.
Внутреннее рифление
Внутреннее рифление относится к операциям резания, выполняемым в глухом отверстии. Основная проблема заключается в управлении вибрацией, вызванной высоким уровнем $L/D$ (соотношение длины к диаметру), что обычно требует специальных антивибрационных расточных штанг с внутренним охлаждением и использования ступенчатой подачи или боковых путей очистки основания для преодоления трудностей с удалением стружки в ограниченном пространстве.
Торцевое рифление
Торцевое рифление - это процесс кругового резания на торце заготовки с помощью интерполяции траектории движения инструмента. Поскольку радиус резания меняется с глубиной, этот процесс зависит от управления постоянной скоростью поверхности (CSS) и точной регулировки угла входа для поддержания стабильных сил резания на протяжении всей круговой операции.
Рельефное рифление
Рельефное рифление - это функциональная операция, выполняемая для создания зазора в заплечиках вала или на концах резьбы с целью устранения напряжений при обработке или обеспечения пространства для сопрягаемых компонентов. Обычно для быстрого и точного удаления избыточного материала используются заранее заданные траектории с фиксированной глубиной.
Спиральное рифление
Спиральное рифление - это специализированный процесс, реализуемый посредством синхронизированной интерполяции вращательного движения и осевой подачи. Техническая сложность заключается в поддержании точного соотношения между скоростью подачи и скоростью вращения шпинделя (угол спирали), что обычно используется для создания динамических смазочных дорожек внутри втулок.
Профильные канавки
Профильное рифление - это процесс резки сложных форм с помощью многоосевой интерполяции контуров. Для специальных геометрических форм, таких как трапециевидные или ласточкины пазы, этот процесс заменяет специализированные формообразующие инструменты на 3-осевую интерполяцию с ЧПУ, используя тонкие, многослойные траектории резки для обеспечения геометрической точности и минимизации высоты гребешка.
Необходимые инструменты для обработки канавок
Высококачественная обработка канавок зависит от сочетания высокопрочных режущих инструментов, устойчивых заготовок и точных измерительных приборов.
-
Токарные резцы: Посвящается Токарные станки с ЧПУ; они оснащены специализированными стружколомами, которые заставляют стружку скручиваться и ломаться в узких местах.
-
Фрезерные пазовые фрезы и концевые фрезы: Используется на обрабатывающих центрах для вырезания различных пазов на невращающихся деталях с боковой или осевой подачей.
-
Жесткие держатели для инструментов: Держатели из высокопрочной стали, благодаря которым наконечник инструмента не отклоняется и не дребезжит при экстремальных радиальных усилиях резания.
-
Антивибрационные расточные брусья: Оснащены тяжелыми металлическими сердечниками или демпфирующими модулями для подавления гармоник при внутренней обработке на больших вылетах.
-
Системы охлаждения высокого давления: Направляет жидкость под высоким давлением через инструмент, чтобы вытеснить стружку из канавки, предотвращая повторное резание.
-
Специализированные измерители канавок: В комплект входят штангенциркули, микрометры и измерительные приборы Go/No-Go для высокоточной проверки диаметров и ширины корней.
Основные параметры для прецизионной обработки канавок
При обработке канавок достижение высокоточных результатов зависит от точного контроля нескольких основных параметров. Эти факторы влияют на эффективность обработки, срок службы инструмента, удаление стружки, качество поверхности канавки, и стабильность размеров.
- Скорость резания Vc: Регулирует эффективность обработки и срок службы инструмента. Превышение скорости приводит к высокой температуре резания и наращиванию кромок, что нарушает чистоту боковых стенок, а недостаточная скорость снижает эффективность и может вызвать закалку.
- Скорость подачи f: Определяет ритм обработки и морфологию стружки. Правильная скорость подачи обеспечивает эффективное разрушение и удаление стружки; в противном случае стружка может спутаться, что приведет к образованию рубцов на боковых стенках.
- Глубина реза ап: Непосредственно влияет на силы резания. Чрезмерная глубина увеличивает нагрузку на шпиндель и может засорить тракт удаления воздуха, что приведет к вторичному резанию и сколу пластины.
- Жесткость системы (свес инструмента): Определяет стабильность обработки. Чрезмерный свес вызывает гармоники (болтание), что приводит к появлению волнистых узоров на дне канавки и потере геометрических допусков.
- Давление охлаждающей жидкости: Решающее значение для полузакрытых операций. Охлаждающая жидкость под высоким давлением является основным механизмом для удаления стружки; недостаточное давление приводит к скоплению мусора и повреждению поверхности.
- Путь инструмента: Диктует распределение нагрузки. Оптимизированные стратегии входа/выхода и сегментированный рез сводят к минимуму следы заминки и предотвращают внезапные ударные нагрузки, которые могут привести к поломке пластины.
Меры предосторожности при обработке канавок
Для обеспечения качества процесса и выхода продукции необходим строгий контроль следующих параметров.
Управление чипом
Обработка канавок - классический процесс закрытого резания, склонный к засорению. При внутреннем точении часто предпочитают использовать державки со сквозным охлаждением, чтобы смывать стружку и предотвращать образование рубцов на боковых стенках.
Свес инструмента
При глубоких пазах или внутренних отверстиях отношение свеса к диаметру, или L/D, должно оставаться в безопасных пределах, обычно L/D ≤ 3 для стальных стержней. Если большой свес неизбежен, уменьшите параметры или перейдите на демпфированные шины.
Расстояние между шагами
При обработке широких пазов соблюдайте шаг от 60% до 80% от ширины инструмента, чтобы избежать больших промежуточных шагов, вызывающих скачки нагрузки. Используйте траектории входа/выхода дуги для устранения следов заминки.
Свойства материала
Высокоэластичные материалы (например, алюминий или медь) склонны к образованию наростов на кромках. Отдавайте предпочтение полированным, острым пластинам и используйте достаточное количество охлаждающей жидкости для снижения коэффициента трения.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В чем разница между канавками и пазами?
В машиностроении эти термины имеют разную направленность:
- Выемка: Речь идет о вырезании определенных геометрических сечений на вращающихся деталях, таких как наружные, внутренние или торцевые канавки, с акцентом на чистовую обработку боковых стенок и жесткие допуски.
- Прорезь: Обычно ассоциируется с фрезерованием. Это использование концевых или боковых и торцевых фрез для нарезания линейных или замкнутых каналов, таких как шпоночные или Т-образные пазы, на невращающихся деталях.
Почему контроль стружки важен при обработке канавок?
Управление чипами напрямую определяет согласованность процессов:
- Ограниченная эвакуация: Глубокие, узкие канавки блокируют выход стружки, что часто приводит к повторному фрезерованию.
- Повреждения поверхности: Раздробленная стружка может повредить шероховатость поверхности и привести к браку детали.
- Отказ инструмента: Засорение создает резкие скачки нагрузки, вызывая сколы вкладышей или поломку прутка, что является критическим риском при автоматизированном массовом производстве.
Какие материалы подходят для обработки канавок?
При планировании операций обработки канавок полезно понимать, как различные материалы влияют на стойкость инструмента и стабильность процесса:
- Стали для свободной обработки: Эти материалы, как правило, легче обрабатывать, так как они образуют короткую, хрупкую стружку, которую легче удалять, что снижает риск засорения узких канавок.
- Алюминиевые сплавы: Алюминиевые сплавы быстро режутся, но склонны к образованию нарастающей кромки, также известной как BUE. Полированные, острые пластины и достаточное количество охлаждающей жидкости помогают поддерживать чистоту поверхности канавки.
- Нержавеющие стали, особенно серии 300: Эти материалы склонны к закалке. На практике инструмент не должен задерживаться или оставаться в одном положении во время резки, поскольку локальная закалка может привести к преждевременному износу или поломке инструмента.
- Титан и суперсплавы: Эти материалы труднее обрабатывать из-за плохой теплопроводности и концентрации тепла вблизи режущей кромки. Для продления срока службы инструмента и стабилизации процесса часто рекомендуется подавать охлаждающую жидкость под высоким давлением.
Заключение
Основная проблема обработки канавок заключается в достижении высокой точности управления в ограниченном пространстве. При массовом производстве с ЧПУ слепое следование единым параметрам резания часто приводит к поломке инструмента или повреждению поверхности. Только глубокий анализ свойств материала, разработка логичных траекторий резания и подбор правильных решений для снятия стружки позволяют производителям обеспечить высокое качество продукции в условиях жестких требований к уплотнению и позиционированию.


