
A maquinação de ranhuras é um processo comum mas frequentemente subestimado na maquinação CNC. Uma pequena ranhura pode servir funções como vedação, posicionamento, lubrificação, alívio de ferramenta ou folga de montagem. Este artigo explica a lógica de fabrico da maquinagem de ranhuras em vários aspectos, incluindo a sua definição, processo de maquinagem, tipos de maquinagem de ranhuras, seleção de ferramentas e parâmetros-chave.
O que é a maquinagem de ranhuras?
A maquinagem de ranhuras refere-se ao processo de utilização de ferramentas de corte específicas para cortar ranhuras com uma determinada profundidade, largura e forma de secção transversal na superfície de uma peça de trabalho.
Este processo é utilizado principalmente para alcançar funções mecânicas específicas, tais como o posicionamento axial através de ranhuras de anel de retenção, a prevenção de fugas de fluido de alta pressão com ranhuras de vedação, ou a criação de rastos de óleo em rolamentos e guias para otimizar a distribuição da lubrificação.
Fluxo de trabalho do processo de maquinagem de ranhuras
A maquinação de ranhuras CNC standard abrange todo o ciclo de vida, desde projeto de engenharia até ao corte final de precisão no local, para garantir um controlo preciso da largura e da profundidade das ranhuras:
Projeto de engenharia
Com base em requisitos funcionais como a vedação ou o posicionamento, a secção transversal geométrica da ranhura é definida em desenhos CAD. A fase de projeto deve especificar as tolerâncias de largura e profundidade das ranhuras, os filetes de raiz e a verticalidade da parede lateral, de modo a fornecer uma base sólida para o processamento subsequente.
Configuração e alinhamento de ferramentas
Uma vez gerado o programa, são selecionados os mandris ou acessórios adequados com base na localização da maquinação. O alinhamento radial e axial de alta precisão da ferramenta é efectuado para garantir que as coordenadas de maquinação correspondem às especificações do projeto.
Ranhura em bruto
Para ranhuras mais largas, são utilizados múltiplos mergulhos rectos ou métodos de corte segmentados para remover eficazmente o material, mantendo uma evacuação suave das aparas e deixando uma margem uniforme para o acabamento.
Micro-ajuste inferior
Depois de a ferramenta atingir o fundo da ranhura, é executado um movimento lateral de varrimento ou de direção para remover o material escalonado deixado pelo desbaste, assegurando que o fundo é plano e que a largura é corrigida.
Acabamento da limpeza
A ferramenta mergulha ao longo de uma parede lateral até ao chão, atravessa horizontalmente e retrai-se para cima ao longo da parede oposta. Este percurso contínuo completa o acabamento de ambas as paredes laterais e do pavimento num só movimento, evitando marcas de ferramenta.
Retração e inspeção
A ferramenta retrai-se ao longo de um caminho seguro e as aparas são removidas. Em seguida, são utilizados medidores especializados para verificar a largura, profundidade e chanfros das ranhuras em relação aos padrões de aceitação.
Tipos de maquinagem de ranhuras
Com base na localização da maquinação e na lógica de corte, a maquinação de ranhuras é categorizada nos seguintes tipos operacionais principais:
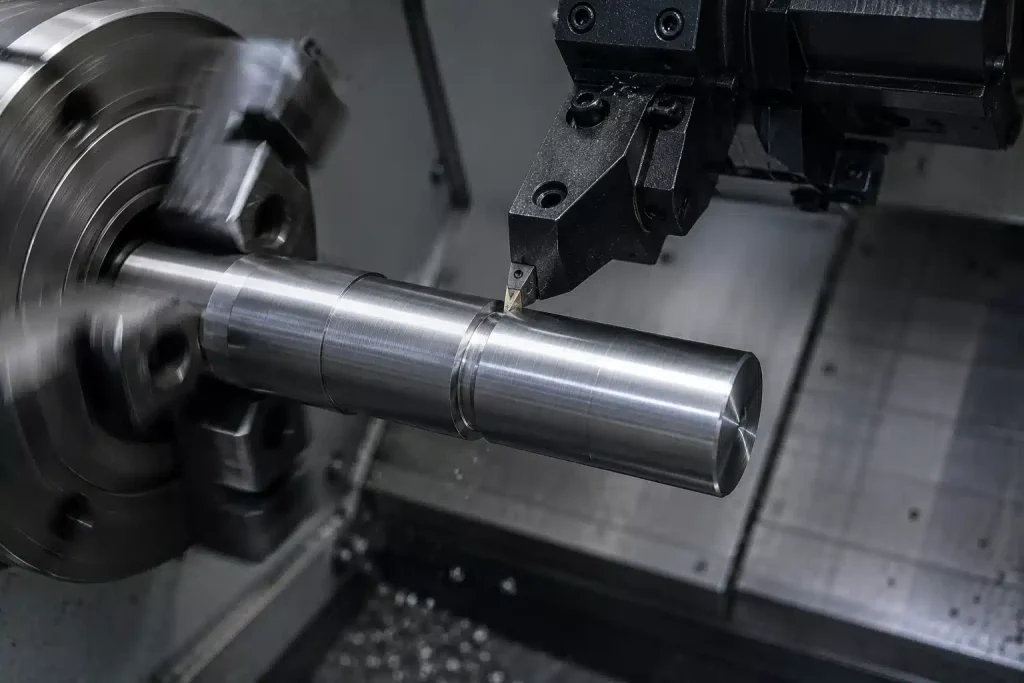
Ranhura externa
O ranhuramento externo é o processo padrão realizado em centros de torneamento que utilizam percursos de torneamento radial ou lateral - o foco deste processo é garantir o acabamento da parede lateral e a planicidade do piso através da injeção de líquido de refrigeração de alta pressão, tornando-o o método mais comum para a maquinação de ranhuras de anel de retenção e anéis de vedação em componentes de eixos.
Ranhura interna
O ranhuramento interno refere-se a operações de corte efectuadas dentro de um furo cego - o principal desafio é gerir a vibração causada por elevadas $L/D$ (comprimento/diâmetro), o que normalmente requer barras de perfuração antivibração dedicadas com arrefecimento interno e a utilização de alimentação escalonada ou percursos laterais de limpeza da base para ultrapassar as dificuldades de evacuação das aparas em espaços confinados.
Ranhura de face
O ranhuramento frontal é o processo de corte circular efectuado na face de uma peça de trabalho através da interpolação do percurso da ferramenta - uma vez que o raio de corte muda com a profundidade, este processo depende do controlo da Velocidade de Superfície Constante (CSS) e de ajustes precisos do ângulo de entrada para manter as forças de corte estáveis durante toda a operação circular.
Ranhura de alívio
A ranhura de alívio é uma operação funcional realizada para criar folga nos ombros do eixo ou nas extremidades da rosca - o objetivo é eliminar a tensão de maquinagem ou proporcionar espaço para componentes de acoplamento, utilizando normalmente percursos de profundidade fixa predefinidos para remover o excesso de material de forma rápida e precisa.
Ranhura em espiral
O ranhuramento em espiral é um processo especializado realizado através da interpolação sincronizada do movimento de rotação e do avanço axial - a dificuldade técnica reside na manutenção da relação precisa entre a taxa de avanço e a velocidade do fuso (ângulo de hélice), normalmente utilizada para criar pistas de lubrificação dinâmica no interior dos casquilhos.
Ranhura de perfil
O ranhuramento de perfis é o processo de corte de formas complexas utilizando a interpolação de contornos multieixos - para geometrias especiais como ranhuras trapezoidais ou em cauda de andorinha, este processo substitui as ferramentas de forma especializadas pela interpolação de 3 eixos CNC, utilizando percursos de corte finos e em camadas para garantir a precisão geométrica e minimizar a altura das vieiras.
Ferramentas necessárias para a maquinagem de ranhuras
O ranhuramento de alta qualidade depende da sinergia de ferramentas de corte de alta rigidez, de um suporte de trabalho estável e de instrumentos de medição de precisão.
-
Ferramentas de ranhurar para tornear: Dedicado a Tornos CNC; dispõem de quebra-cavacos especializados para forçar o enrolamento e a quebra das aparas em espaços apertados.
-
Fresas de ranhurar e fresas de topo: Utilizado em centros de maquinagem para cortar várias ranhuras em peças não rotativas através de avanço lateral ou axial.
-
Porta-ferramentas rígidos: Suportes de aço de alta resistência que asseguram que a ponta da ferramenta não se desvia ou vibra sob forças de corte radiais extremas.
-
Barras de mandrilar anti-vibração: Equipado com núcleos de metal pesado ou módulos de amortecimento para suprimir harmónicas durante a maquinação interna de grande balanço.
-
Sistemas de refrigeração de alta pressão: Direciona o fluido de alta pressão através da ferramenta para forçar as limalhas para fora da ranhura, evitando o recorte.
-
Medidores de ranhuras especializados: Incluindo paquímetros, micrómetros e calibres Go/No-Go para verificação de alta precisão dos diâmetros e larguras das raízes.
Parâmetros-chave para a maquinagem de precisão de ranhuras
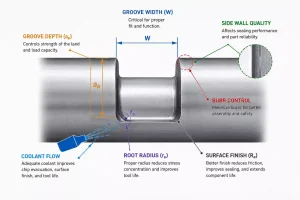
Na maquinagem de ranhuras, a obtenção de resultados de alta precisão depende do controlo preciso de vários parâmetros fundamentais. Estes factores afectam a eficiência da maquinação, a vida útil da ferramenta, a evacuação das aparas, qualidade da superfície da ranhurae estabilidade dimensional.
- Velocidade de corte Vc: Controla a eficiência da maquinagem e a vida útil da ferramenta. Velocidades excessivas levam a altas temperaturas de corte e arestas postiças que danificam o acabamento da parede lateral, enquanto velocidades insuficientes reduzem a eficiência e podem induzir o endurecimento por trabalho.
- Taxa de alimentação f: Determina o ritmo de maquinagem e a morfologia da apara. Taxas de avanço adequadas asseguram uma quebra e evacuação eficientes das aparas; caso contrário, as aparas podem ficar emaranhadas, causando cicatrizes nas paredes laterais.
- Profundidade de corte ap: Impacta diretamente as forças de corte. Uma profundidade excessiva aumenta a carga do fuso e corre o risco de obstruir o trajeto de evacuação, conduzindo a um corte secundário e à quebra da pastilha.
- Rigidez do sistema (saliência da ferramenta): Determina a estabilidade da maquinagem. Uma saliência excessiva induz harmónicas (vibração), resultando em padrões ondulados no fundo da ranhura e perda de tolerância geométrica.
- Pressão do líquido de refrigeração: Crucial para operações semi-fechadas. O líquido de refrigeração de alta pressão é o principal mecanismo para forçar a saída das aparas; uma pressão inadequada leva à acumulação de detritos e a danos na superfície.
- Caminho da ferramenta: Determina a distribuição da carga. As estratégias optimizadas de entrada/saída e o corte segmentado minimizam as marcas de paragem e evitam cargas de impacto súbitas que podem levar à falha da pastilha.
Precauções na maquinagem de ranhuras
O controlo rigoroso dos seguintes parâmetros é essencial para garantir a qualidade do processo e o rendimento da produção.
Controlo de chips
A ranhura é um processo clássico de corte fechado propenso a entupimentos. Para o torneamento interno, os suportes com arrefecimento de passagem são frequentemente preferidos para expulsar as aparas, evitando cicatrizes na parede lateral.
Saliência da ferramenta
Para ranhuras profundas ou furos internos, a relação saliência/diâmetro, ou L/D, deve permanecer dentro de limites seguros, normalmente L/D ≤ 3 para barras de aço. Se for inevitável uma grande saliência, reduzir os parâmetros ou mudar para barras amortecidas.
Distância de passagem
Ao maquinar ranhuras largas, mantenha um passo de 60% a 80% da largura da ferramenta para evitar passos intermédios maciços que desencadeiem picos de carga. Utilize caminhos de entrada/saída de arco para eliminar marcas de paragem.
Propriedades do material
Materiais altamente dúcteis (por exemplo, alumínio ou cobre) tendem a formar arestas postiças. Dê prioridade a pastilhas polidas e afiadas e utilize uma grande quantidade de líquido de refrigeração para reduzir o coeficiente de fricção.
FAQ
Qual é a diferença entre ranhurar e fazer ranhuras?
Estes termos têm diferentes focos no fabrico mecânico:
- Ranhurar: Refere-se ao corte de secções transversais geométricas específicas em peças rotativas, tais como diâmetro externo, diâmetro interno ou ranhuras na face, com ênfase no acabamento da parede lateral e tolerâncias apertadas.
- Ranhuras: Tipicamente associado à fresagem. Refere-se à utilização de fresas de topo ou de fresas laterais e de face para cortar canais lineares ou fechados, tais como ranhuras de chaveta ou ranhuras em T, em peças não rotativas.
Porque é que o controlo de aparas é importante na maquinagem de ranhuras?
A gestão das pastilhas determina diretamente a consistência do processo:
- Evacuação restrita: As ranhuras profundas e estreitas bloqueiam a saída das aparas, o que leva frequentemente a um novo corte.
- Danos na superfície: As aparas esmagadas podem danificar a rugosidade da superfície e levar à rejeição da peça.
- Falha da ferramenta: O entupimento cria picos de carga repentinos, provocando a quebra de pastilhas ou de barras, o que constitui um risco crítico na produção automatizada em massa.
Que materiais são adequados para a maquinagem de ranhuras?
Ao planear operações de ranhuramento, é útil compreender como os diferentes materiais afectam a vida útil da ferramenta e a estabilidade do processo:
- Aços de maquinagem livre: Estes materiais são geralmente mais fáceis de entalhar porque produzem limalhas curtas e frágeis que são mais fáceis de evacuar, reduzindo o risco de entupimento em ranhuras estreitas.
- Ligas de alumínio: As ligas de alumínio são rápidas de cortar, mas são propensas a arestas postiças, também conhecidas como BUE. As pastilhas polidas e afiadas e uma quantidade suficiente de líquido de refrigeração ajudam a manter limpo o acabamento da superfície da ranhura.
- Aços inoxidáveis, especialmente da série 300: Estes materiais são propensos ao endurecimento por trabalho. Na prática, a ferramenta não deve ficar parada ou permanecer numa posição durante o corte, porque o endurecimento local pode levar a um desgaste prematuro da ferramenta ou a uma falha.
- Titânio e superligas: Estes materiais são mais difíceis de entalhar devido à fraca condutividade térmica e à concentração de calor perto da aresta de corte. A refrigeração de alta pressão é frequentemente recomendada para prolongar a vida útil da ferramenta e estabilizar o processo.
Conclusão
O desafio fundamental da maquinação de ranhuras reside em conseguir um controlo de alta precisão em espaços confinados. Na produção em massa CNC, a adoção cega de parâmetros de corte uniformes resulta frequentemente em falhas da ferramenta ou danos na superfície. Só analisando profundamente as propriedades do material, concebendo percursos de corte lógicos e combinando soluções corretas de quebra de apara é que os fabricantes podem garantir resultados de alta qualidade sob requisitos rigorosos de vedação e posicionamento.


