
L'usinage des rainures est un processus courant mais souvent sous-estimé dans l'usinage CNC. Une petite rainure peut remplir des fonctions telles que l'étanchéité, le positionnement, la lubrification, le dégagement de l'outil ou le dégagement de l'assemblage. Cet article explique la logique de fabrication de l'usinage des rainures sous plusieurs aspects, notamment sa définition, le processus d'usinage, les types d'usinage des rainures, la sélection des outils et les paramètres clés.
Qu'est-ce que l'usinage des rainures ?
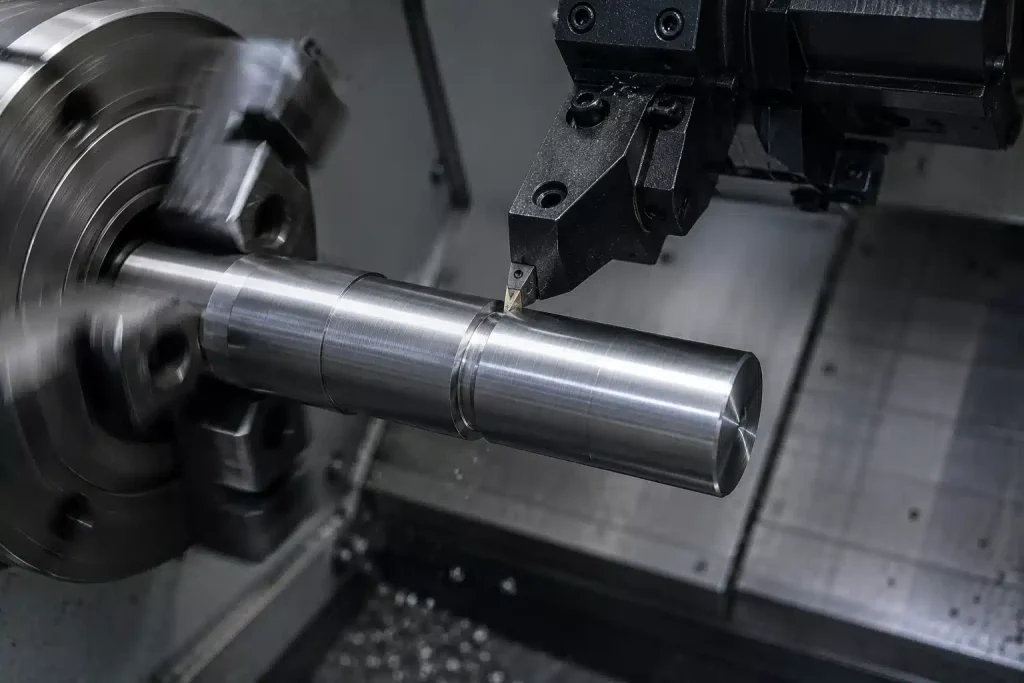
L'usinage des rainures consiste à utiliser des outils de coupe spécifiques pour creuser des rainures d'une profondeur, d'une largeur et d'une forme transversale déterminées dans la surface d'une pièce.
Ce procédé est principalement utilisé pour réaliser des fonctions mécaniques spécifiques, telles que le positionnement axial grâce à des rainures de circlips, la prévention des fuites de fluides à haute pression grâce à des rainures d'étanchéité, ou la création de pistes d'huile dans les paliers lisses et les guides afin d'optimiser la distribution de la lubrification.
Processus d'usinage des rainures
L'usinage standard de rainures à commande numérique couvre l'ensemble du cycle de vie, depuis conception technique à la découpe finale de précision sur site, afin de garantir un contrôle précis de la largeur et de la profondeur des rainures :
Conception technique
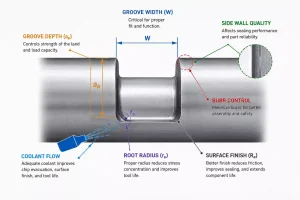
En fonction d'exigences fonctionnelles telles que l'étanchéité ou le positionnement, la section géométrique de la rainure est définie dans les dessins de CAO. La phase de conception doit spécifier les tolérances de largeur et de profondeur de la rainure, les congés de racine et la verticalité des parois latérales afin de fournir une base solide pour le traitement ultérieur.
Configuration et alignement des outils
Une fois le programme généré, les mandrins ou les montages appropriés sont sélectionnés en fonction de l'emplacement de l'usinage. Un alignement radial et axial de haute précision des outils est effectué pour s'assurer que les coordonnées d'usinage correspondent aux spécifications du plan.
Rainurage grossier
Pour les rainures plus larges, des plongées droites multiples ou des méthodes de coupe segmentées sont utilisées pour enlever efficacement la matière tout en maintenant une évacuation régulière des copeaux et en laissant une surépaisseur uniforme pour la finition.
Micro-ajustement du fond
Une fois que l'outil a atteint le fond de la rainure, un mouvement latéral de balayage ou d'orientation est exécuté pour enlever le matériau en escalier laissé par l'ébauche, en veillant à ce que le fond soit plat et que la largeur soit corrigée.
Nettoyage final
L'outil plonge le long d'une paroi latérale jusqu'au sol, traverse horizontalement et se rétracte vers le haut le long de la paroi opposée. Cette trajectoire continue permet de terminer la finition des deux parois latérales et du sol en un seul mouvement, ce qui évite les marques d'outil.
Rétraction et inspection
L'outil se rétracte le long d'une trajectoire sûre et les copeaux sont éliminés. Des jauges spécialisées sont ensuite utilisées pour vérifier la largeur, la profondeur et les chanfreins des rainures par rapport aux normes d'acceptation.
Types d'usinage des rainures
En fonction de l'emplacement de l'usinage et de la logique de coupe, l'usinage des rainures est classé dans les principaux types d'opérations suivants :
Rainurage externe
Le rainurage extérieur est le processus standard réalisé sur les centres de tournage utilisant des trajectoires de tournage radiales, en plongée ou latérales. Ce processus vise à assurer la finition des parois latérales et la planéité du sol par l'injection de liquide de refroidissement à haute pression, ce qui en fait la méthode la plus courante pour l'usinage des rainures de circlips et des bagues d'étanchéité sur les composants d'arbres.
Rainurage interne
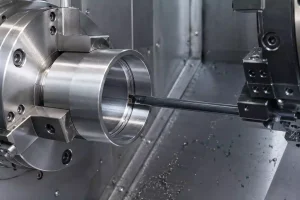
Le rainurage interne fait référence aux opérations de coupe effectuées dans un alésage borgne. Le principal défi consiste à gérer les vibrations causées par des températures élevées. $L/D$ (longueur/diamètre), ce qui nécessite généralement des barres d'alésage antivibrations spécifiques avec refroidissement interne et l'utilisation d'une alimentation par paliers ou de voies de nettoyage de base latérales pour surmonter les difficultés d'évacuation des copeaux dans les espaces confinés.
Rainurage de face
Le rainurage de face est un processus de coupe circulaire effectué sur la face d'une pièce par interpolation du parcours de l'outil. Comme le rayon de coupe change avec la profondeur, ce processus repose sur le contrôle de la vitesse de surface constante (CSS) et sur des ajustements précis de l'angle d'entrée pour maintenir des forces de coupe stables tout au long de l'opération circulaire.
Rainurage en relief
Le rainurage de dégagement est une opération fonctionnelle effectuée pour créer un dégagement au niveau des épaulements d'arbres ou des extrémités de filets - l'objectif est d'éliminer les contraintes d'usinage ou de fournir un espace pour les composants à assembler, en utilisant généralement des trajectoires prédéfinies à profondeur fixe pour enlever l'excès de matière rapidement et avec précision.
Rainurage en spirale
Le rainurage en spirale est un processus spécialisé réalisé par l'interpolation synchronisée d'un mouvement de rotation et d'une avance axiale. La difficulté technique réside dans le maintien d'un rapport précis entre l'avance et la vitesse de la broche (angle d'hélice), couramment utilisé pour créer des pistes de lubrification dynamique à l'intérieur des bagues.
Rainurage du profil
Le rainurage de profil est le processus de découpe de formes complexes à l'aide d'une interpolation de contour à plusieurs axes. Pour les géométries spéciales telles que les fentes trapézoïdales ou en queue d'aronde, ce processus remplace les outils de formage spécialisés par une interpolation CNC à trois axes, utilisant des trajectoires de découpe fines et en couches pour garantir la précision géométrique et minimiser la hauteur de l'échancrure.
Outils nécessaires pour l'usinage des rainures
Un rainurage de haute qualité repose sur la synergie d'outils de coupe à haute rigidité, d'un support de travail stable et d'instruments de mesure de précision.
-
Outils de tournage et de rainurage : Dédié à Tours CNC; ils sont équipés de brise-copeaux spécialisés pour forcer l'enroulement et la rupture des copeaux dans les espaces restreints.
-
Fraises à rainurer et fraises en bout : Utilisé sur les centres d'usinage pour découper diverses fentes sur des pièces non rotatives par le biais d'une avance latérale ou axiale.
-
Porte-outils rigides : Les porte-outils en acier haute résistance garantissent que la pointe de l'outil ne dévie pas et ne s'ébrèche pas en cas de forces de coupe radiales extrêmes.
-
Barres d'alésage anti-vibration : Équipés de noyaux en métal lourd ou de modules d'amortissement pour supprimer les harmoniques lors de l'usinage interne en long porte-à-faux.
-
Systèmes de refroidissement à haute pression : Dirige un fluide à haute pression à travers l'outil pour forcer les copeaux à sortir de la rainure, empêchant ainsi la recoupe.
-
Jauges de rainurage spécialisées : Y compris des pieds à coulisse, des micromètres et des jauges Go/No-Go pour une vérification de haute précision des diamètres et des largeurs des racines.
Paramètres clés pour l'usinage de précision des rainures
Dans l'usinage des rainures, l'obtention de résultats de haute précision repose sur le contrôle précis de plusieurs paramètres essentiels. Ces facteurs affectent l'efficacité de l'usinage, la durée de vie de l'outil, l'évacuation des copeaux, qualité de la surface des rainureset la stabilité dimensionnelle.
- Vitesse de coupe Vc : Régit l'efficacité de l'usinage et la durée de vie de l'outil. Des vitesses excessives entraînent des températures de coupe élevées et des arêtes rapportées qui endommagent la finition des parois latérales, tandis que des vitesses insuffisantes réduisent l'efficacité et peuvent induire un écrouissage.
- Vitesse d'avance f : Elle détermine le rythme d'usinage et la morphologie des copeaux. Des vitesses d'avance appropriées garantissent une rupture et une évacuation efficaces des copeaux ; dans le cas contraire, les copeaux risquent de s'enchevêtrer et de provoquer des cicatrices sur les parois latérales.
- Profondeur de coupe ap : Impact direct sur les efforts de coupe. Une profondeur excessive augmente la charge de la broche et risque d'obstruer la voie d'évacuation, entraînant une coupe secondaire et l'écaillage de la plaquette.
- Rigidité du système (dépassement de l'outil) : Détermine la stabilité de l'usinage. Un surplomb excessif induit des harmoniques (bavardage), ce qui se traduit par des motifs ondulés sur le fond de la rainure et une perte de tolérance géométrique.
- Pression du liquide de refroidissement : Crucial pour les opérations semi-fermées. Le liquide de refroidissement à haute pression est le principal mécanisme d'évacuation des copeaux ; une pression insuffisante entraîne une accumulation de débris et une détérioration de la surface.
- Trajectoire de l'outil : Dicte la répartition de la charge. Les stratégies d'entrée/sortie optimisées et la coupe segmentée minimisent les marques de passage et empêchent les charges d'impact soudaines qui pourraient entraîner une défaillance de la plaquette.
Précautions à prendre pour l'usinage des gorges
Un contrôle strict des paramètres suivants est essentiel pour garantir la qualité du processus et le rendement de la production.
Contrôle des puces
Le rainurage est un processus de coupe fermé classique, sujet à l'encrassement. Pour le tournage intérieur, les porte-outils avec refroidissement par circulation sont souvent préférés pour évacuer les copeaux et éviter la formation de cicatrices sur les parois latérales.
Dépassement d'outil
Pour les gorges profondes ou les alésages internes, le rapport porte-à-faux/diamètre, ou L/D, doit rester dans des limites sûres, généralement L/D ≤ 3 pour les barres en acier. Si un long porte-à-faux est inévitable, réduisez les paramètres ou optez pour des barres amorties.
Distance de franchissement
Lors de l'usinage de rainures larges, maintenez un pas de 60% à 80% de la largeur de l'outil afin d'éviter les pas intermédiaires massifs qui déclenchent des pics de charge. Utilisez des trajectoires d'entrée et de sortie d'arc pour éliminer les marques d'arrêt.
Propriétés des matériaux
Les matériaux très ductiles (par exemple, l'aluminium ou le cuivre) ont tendance à former des bords arrondis. Privilégiez les plaquettes polies et tranchantes et utilisez suffisamment de liquide de refroidissement pour réduire le coefficient de frottement.
FAQ
Quelle est la différence entre le rainurage et la fente ?
Ces termes ont des significations différentes dans le domaine de la fabrication mécanique :
- Rainurage : Il s'agit de découper des sections géométriques spécifiques sur des pièces tournantes, telles que des rainures de diamètre extérieur, intérieur ou frontal, en mettant l'accent sur la finition de la paroi latérale et sur des tolérances serrées.
- Fente : Généralement associé au fraisage. Il s'agit de l'utilisation de fraises en bout ou de fraises latérales et frontales pour découper des canaux linéaires ou fermés, tels que des rainures de clavette ou des rainures en T, sur des pièces non rotatives.
Pourquoi le contrôle des copeaux est-il important dans l'usinage des gorges ?
La gestion des copeaux détermine directement la cohérence du processus :
- Evacuation restreinte : Les rainures étroites et profondes empêchent les copeaux de s'échapper, ce qui oblige souvent à les retailler.
- Dommages de surface : Les copeaux écrasés peuvent endommager la rugosité de la surface et entraîner le rejet de la pièce.
- Défaillance de l'outil : Le colmatage crée des pics de charge soudains, provoquant l'écaillage des plaquettes ou la rupture des barres, ce qui constitue un risque critique dans la production de masse automatisée.
Quels sont les matériaux adaptés à l'usinage des gorges ?
Lors de la planification des opérations de rainurage, il est utile de comprendre comment les différents matériaux affectent la durée de vie de l'outil et la stabilité du processus :
- Aciers de décolletage : Ces matériaux sont généralement plus faciles à rainurer car ils produisent des copeaux courts et cassants qui sont plus faciles à évacuer, ce qui réduit le risque de colmatage dans les rainures étroites.
- Alliages d'aluminium : Les alliages d'aluminium sont rapides à découper mais sujets à l'arête rapportée, également connue sous le nom de BUE. Des plaquettes polies et tranchantes et un arrosage suffisant permettent de maintenir la finition de la surface de la rainure propre.
- Aciers inoxydables, en particulier ceux de la série 300 : Ces matériaux sont sujets à l'écrouissage. Dans la pratique, l'outil ne doit pas rester dans une seule position pendant la coupe, car l'écrouissage local peut entraîner une usure prématurée de l'outil ou une défaillance.
- Titane et superalliages : Ces matériaux sont plus difficiles à rainurer en raison de leur mauvaise conductivité thermique et de la concentration de chaleur près de l'arête de coupe. Il est souvent recommandé d'utiliser un liquide de refroidissement à haute pression pour prolonger la durée de vie de l'outil et stabiliser le processus.
Conclusion
Le défi fondamental de l'usinage des rainures réside dans l'obtention d'un contrôle de haute précision dans des espaces confinés. Dans la production de masse à commande numérique, l'adoption aveugle de paramètres de coupe uniformes entraîne souvent une défaillance de l'outil ou un endommagement de la surface. Ce n'est qu'en analysant en profondeur les propriétés des matériaux, en concevant des trajectoires de coupe logiques et en adoptant des solutions de brise-copeaux adéquates que les fabricants peuvent garantir une production de haute qualité dans des conditions d'étanchéité et de positionnement rigoureuses.


