
Die Bearbeitung von Nuten ist ein gängiges, aber oft unterschätztes Verfahren in der CNC-Bearbeitung. Eine kleine Nut kann Funktionen wie Abdichtung, Positionierung, Schmierung, Werkzeugentlastung oder Montagespiel erfüllen. In diesem Artikel wird die Fertigungslogik der Nutenbearbeitung unter verschiedenen Aspekten erläutert, einschließlich ihrer Definition, des Bearbeitungsprozesses, der Arten der Nutenbearbeitung, der Werkzeugauswahl und der wichtigsten Parameter.
Was ist Rillenbearbeitung?
Bei der Nutenbearbeitung werden mit speziellen Schneidwerkzeugen Nuten mit einer bestimmten Tiefe, Breite und Querschnittsform in die Oberfläche eines Werkstücks geschnitten.
Dieses Verfahren wird in erster Linie eingesetzt, um bestimmte mechanische Funktionen zu erreichen, wie z. B. die axiale Positionierung über Sicherungsringnuten, die Verhinderung des Austretens von Hochdruckflüssigkeit durch Dichtungsnuten oder die Schaffung von Ölspuren in Gleitlagern und Führungen zur Optimierung der Schmierstoffverteilung.
Arbeitsablauf bei der Nutenbearbeitung
Die Standard CNC-Nutenbearbeitung umfasst den gesamten Lebenszyklus von konstruktive Gestaltung bis zum endgültigen Präzisionsschnitt vor Ort, um eine genaue Kontrolle über die Rillenbreite und -tiefe zu gewährleisten:
Technische Planung
Ausgehend von funktionalen Anforderungen wie Abdichtung oder Positionierung wird der geometrische Querschnitt der Nut in CAD-Zeichnungen definiert. In der Konstruktionsphase müssen Toleranzen für die Nutbreite, die Tiefe, die Wurzelverrundung und die Vertikalität der Seitenwände festgelegt werden, um eine solide Grundlage für die spätere Bearbeitung zu schaffen.
Einrichten und Ausrichten der Werkzeuge
Sobald das Programm erstellt ist, werden je nach Bearbeitungsort geeignete Spannfutter oder Spannvorrichtungen ausgewählt. Eine hochpräzise radiale und axiale Werkzeugausrichtung wird durchgeführt, um sicherzustellen, dass die Bearbeitungskoordinaten mit den Spezifikationen des Bauplans übereinstimmen.
Grob Rillen
Bei breiteren Nuten werden mehrere gerade Einstiche oder segmentierte Schneidverfahren eingesetzt, um das Material effizient zu entfernen und gleichzeitig eine gleichmäßige Spanabfuhr zu gewährleisten und ein gleichmäßiges Aufmaß für die Endbearbeitung zu erhalten.
Untere Mikro-Einstellung
Nachdem das Werkzeug den Nutgrund erreicht hat, wird eine seitliche Kehr- oder Lenkbewegung ausgeführt, um das vom Schruppen zurückgelassene Stufenmaterial zu entfernen und sicherzustellen, dass der Nutgrund eben ist und die Breite korrigiert wird.
Reinigung beenden
Das Werkzeug taucht entlang einer Seitenwand bis zum Boden ein, fährt horizontal und zieht sich an der gegenüberliegenden Wand nach oben zurück. Durch diesen kontinuierlichen Weg werden beide Seitenwände und der Boden in einer Bewegung bearbeitet, wodurch Werkzeugspuren vermieden werden.
Rückzug und Inspektion
Das Werkzeug wird auf einem sicheren Weg zurückgezogen und die Späne werden entfernt. Spezielle Lehren werden dann verwendet, um die Breite, Tiefe und Fasen der Nuten anhand von Abnahmestandards zu überprüfen.
Nutenbearbeitungsarten
Basierend auf dem Bearbeitungsort und der Schnittlogik wird die Nutenbearbeitung in die folgenden Hauptbetriebsarten unterteilt:
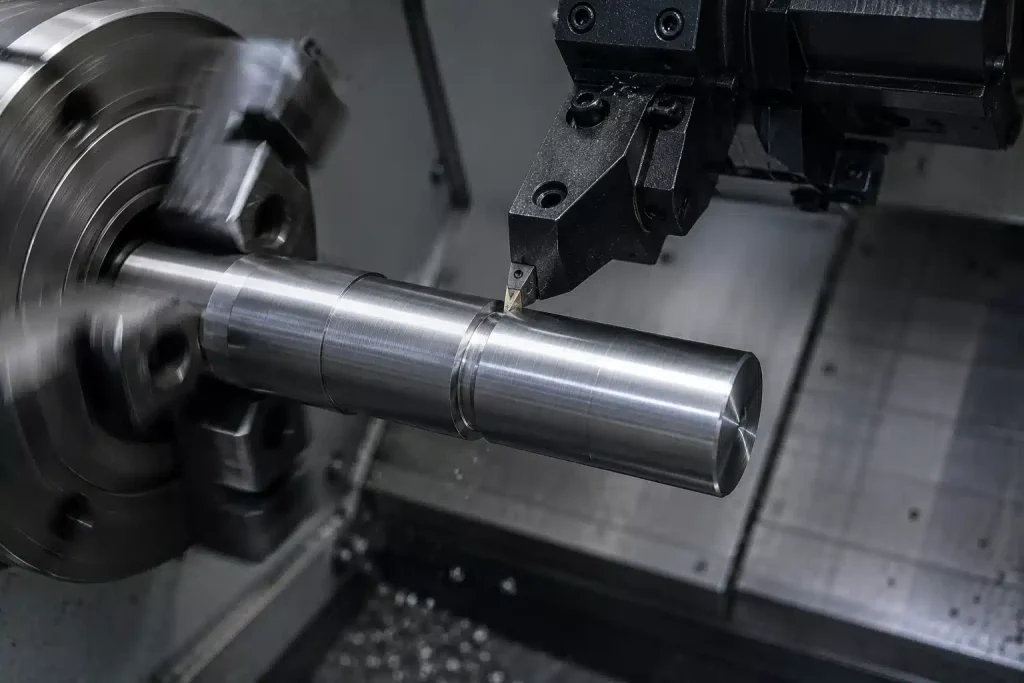
Externe Rillung
Das Außeneinstechen ist das Standardverfahren, das auf Drehzentren mit radialen Einstech- oder seitlichen Drehwegen durchgeführt wird. Der Schwerpunkt dieses Verfahrens liegt auf der Sicherstellung der Seitenwandbeschaffenheit und der Ebenheit des Bodens durch Hochdruck-Kühlmitteleinspritzung, weshalb es das gängigste Verfahren zur Bearbeitung von Sicherungsringnuten und Dichtungsringen an Wellenteilen ist.
Interne Rillung
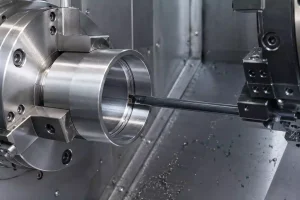
Inneneinstechen bezieht sich auf Schneidvorgänge, die innerhalb einer Sacklochbohrung durchgeführt werden - die größte Herausforderung ist das Management von Vibrationen, die durch hohe $L/D$ (Dies erfordert in der Regel spezielle vibrationsdämpfende Bohrstangen mit interner Kühlung und die Verwendung von gestuften Zuführungen oder seitlichen Grundreinigungswegen, um die Schwierigkeiten beim Abtransport der Späne in engen Räumen zu überwinden.
Stirnseitiges Einstechen
Stirnseitiges Einstechen ist der Prozess des kreisförmigen Schneidens auf der Stirnseite eines Werkstücks mittels Werkzeugbahninterpolation. Da sich der Schneidradius mit der Tiefe ändert, ist dieser Prozess auf die Steuerung der konstanten Oberflächengeschwindigkeit (Constant Surface Speed, CSS) und die präzise Einstellung des Einfahrwinkels angewiesen, um die Schnittkräfte während des gesamten kreisförmigen Vorgangs stabil zu halten.
Relief-Rillen
Hinterstechen ist eine funktionelle Operation, die durchgeführt wird, um einen Freiraum an Wellenschultern oder Gewindeenden zu schaffen - der Zweck ist es, Bearbeitungsspannungen zu beseitigen oder Platz für zusammenpassende Komponenten zu schaffen, wobei normalerweise vordefinierte Pfade mit fester Tiefe verwendet werden, um überschüssiges Material schnell und genau zu entfernen.
Spiralförmige Rillung
Das Spiralstechen ist ein spezielles Verfahren, das durch die synchronisierte Interpolation von Rotationsbewegung und axialem Vorschub realisiert wird - die technische Schwierigkeit liegt in der Einhaltung des genauen Verhältnisses zwischen Vorschub und Spindeldrehzahl (Schrägungswinkel), das üblicherweise für die Erzeugung dynamischer Schmierspuren in den Buchsen verwendet wird.
Profilnuten
Beim Profilstechen werden komplexe Formen durch mehrachsige Konturinterpolation geschnitten. Für spezielle Geometrien wie Trapez- oder Schwalbenschwanznuten werden bei diesem Verfahren spezielle Formwerkzeuge durch CNC-3-Achsen-Interpolation ersetzt, wobei feine, geschichtete Schneidbahnen verwendet werden, um die geometrische Genauigkeit zu gewährleisten und die Aushöhlungshöhe zu minimieren.
Erforderliche Werkzeuge für die Nutenbearbeitung
Qualitativ hochwertiges Einstechen beruht auf der Synergie von hochfesten Schneidwerkzeugen, stabilen Spannvorrichtungen und Präzisionsmessgeräten.
-
Drehen Einstechwerkzeuge: Engagiert für CNC-DrehmaschinenSie sind mit speziellen Spanbrechern ausgestattet, die das Einrollen und Brechen der Späne auf engem Raum erzwingen.
-
Fräsen Einstechfräser und Schaftfräser: Wird auf Bearbeitungszentren verwendet, um verschiedene Schlitze an nicht rotierenden Teilen durch seitlichen oder axialen Vorschub zu schneiden.
-
Starre Werkzeughalter: Hochfeste Stahlhalter, die dafür sorgen, dass sich die Werkzeugspitze bei extremen radialen Schnittkräften nicht durchbiegt oder rattert.
-
Anti-Vibrations-Bohrstangen: Ausgestattet mit Schwermetallkernen oder Dämpfungsmodulen zur Unterdrückung von Oberschwingungen bei der Innenbearbeitung mit großem Überhang.
-
Hochdruck-Kühlmittelsysteme: Leitet eine Hochdruckflüssigkeit durch das Werkzeug, um die Späne aus der Nut zu drücken und ein Nachschneiden zu verhindern.
-
Spezialisierte Rillenlehren: Einschließlich Messschieber, Mikrometer und Go/No-Go-Lehren zur hochpräzisen Überprüfung von Wurzeldurchmessern und -breiten.
Schlüsselparameter für die Präzisionsnutenbearbeitung
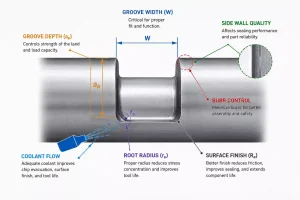
Bei der Nutenbearbeitung hängt die Erzielung hochpräziser Ergebnisse von der präzisen Steuerung mehrerer Kernparameter ab. Diese Faktoren beeinflussen die Effizienz der Bearbeitung, die Werkzeugstandzeit und die Spanabfuhr, Oberflächenqualität der Rillenund Maßhaltigkeit.
- Schnittgeschwindigkeit Vc: Bestimmt die Effizienz der Bearbeitung und die Werkzeugstandzeit. Zu hohe Drehzahlen führen zu hohen Schnitttemperaturen und Aufbauschneiden, die die Oberflächenbeschaffenheit der Seitenwände beschädigen, während zu niedrige Drehzahlen die Effizienz verringern und zu Kaltverfestigung führen können.
- Vorschubgeschwindigkeit f: Bestimmt den Bearbeitungsrhythmus und die Spänemorphologie. Angemessene Vorschubgeschwindigkeiten sorgen für einen effizienten Spanbruch und Abtransport; andernfalls können sich die Späne verheddern und Narben an den Seitenwänden verursachen.
- Schnitttiefe ap: Wirkt sich direkt auf die Schnittkräfte aus. Eine zu große Tiefe erhöht die Spindelbelastung und birgt die Gefahr, dass der Abfuhrweg verstopft wird, was zu Sekundärzerspanung und Plattenausbrüchen führt.
- Systemsteifigkeit (Werkzeugüberstand): Bestimmt die Bearbeitungsstabilität. Ein übermäßiger Überhang verursacht Oberwellen (Ratter), was zu wellenförmigen Mustern auf dem Nutengrund und zum Verlust der geometrischen Toleranz führt.
- Kühlmitteldruck: Entscheidend für halbgeschlossene Arbeitsgänge. Hochdruck-Kühlmittel ist der wichtigste Mechanismus, um Späne herauszudrücken; ein unzureichender Druck führt zur Ansammlung von Spänen und Oberflächenschäden.
- Werkzeugweg: Diktiert die Lastverteilung. Optimierte Ein- und Austrittsstrategien und segmentiertes Schneiden minimieren Verweilspuren und verhindern plötzliche Stoßbelastungen, die zu einem Versagen der Wendeplatte führen könnten.
Vorsichtsmaßnahmen bei der Bearbeitung von Nuten
Eine strenge Kontrolle der folgenden Parameter ist unerlässlich, um die Prozessqualität und den Produktionsertrag zu gewährleisten.
Chip-Kontrolle
Einstechen ist ein klassisches geschlossenes Zerspanungsverfahren, das anfällig für Verstopfungen ist. Beim Innendrehen werden häufig Halter mit Durchlaufkühlung bevorzugt, um die Späne auszuspülen und eine Narbenbildung an den Seitenwänden zu verhindern.
Werkzeug Überhang
Bei tiefen Nuten oder Innenbohrungen sollte das Verhältnis von Überhang zu Durchmesser (L/D) innerhalb sicherer Grenzen bleiben, typischerweise L/D ≤ 3 für Stahlstäbe. Ist ein großer Überhang unvermeidbar, sollten die Parameter reduziert oder auf gedämpfte Stäbe umgestellt werden.
Step-Over-Abstand
Halten Sie bei der Bearbeitung breiter Nuten eine Schrittweite von 60% bis 80% der Werkzeugbreite ein, um massive Zwischenschritte zu vermeiden, die Lastspitzen auslösen. Verwenden Sie Lichtbogenein- und -austrittspfade, um Verweilspuren zu vermeiden.
Materialeigenschaften
Hochduktile Materialien (z. B. Aluminium oder Kupfer) neigen zur Bildung von Aufbauschneiden. Bevorzugen Sie polierte, scharfe Einsätze und verwenden Sie reichlich Kühlmittel, um den Reibungskoeffizienten zu verringern.
FAQ
Was ist der Unterschied zwischen Rillen und Schlitzen?
Diese Begriffe haben in der mechanischen Fertigung unterschiedliche Schwerpunkte:
- Rillen: Bezieht sich auf das Schneiden spezifischer geometrischer Querschnitte an rotierenden Teilen, wie z. B. Außen-, Innen- oder Stirnnuten, mit Schwerpunkt auf Seitenwandfinish und engen Toleranzen.
- Schlitzen: Normalerweise mit dem Fräsen verbunden. Der Begriff bezieht sich auf die Verwendung von Schaftfräsern oder Planfräsern zum Schneiden von linearen oder geschlossenen Kanälen, wie z. B. Keilnuten oder T-Nuten, an nicht rotierenden Teilen.
Warum ist Spankontrolle bei der Nutenbearbeitung wichtig?
Das Spänemanagement bestimmt direkt die Prozesskonsistenz:
- Eingeschränkte Evakuierung: Tiefe, schmale Rillen blockieren das Entweichen der Späne, was häufig zu Nachschnitten führt.
- Beschädigung der Oberfläche: Zerkleinerte Späne können die Oberflächenrauhigkeit beeinträchtigen und zum Ausschuss von Teilen führen.
- Versagen des Werkzeugs: Verstopfungen führen zu plötzlichen Belastungsspitzen, die ein Abplatzen der Einsätze oder einen Stangenbruch verursachen, was in der automatisierten Massenproduktion ein kritisches Risiko darstellt.
Welche Materialien sind für die Nutenbearbeitung geeignet?
Bei der Planung von Einstecharbeiten ist es hilfreich zu wissen, wie sich die verschiedenen Werkstoffe auf die Werkzeugstandzeit und die Prozessstabilität auswirken:
- Frei bearbeitbare Stähle: Diese Materialien lassen sich im Allgemeinen leichter rillen, da sie kurze, spröde Späne erzeugen, die sich leichter abtransportieren lassen, wodurch die Gefahr des Verstopfens in engen Rillen verringert wird.
- Aluminium-Legierungen: Aluminiumlegierungen lassen sich schnell schneiden, sind aber anfällig für Aufbauschneiden, auch bekannt als BUE. Polierte, scharfe Wendeschneidplatten und ausreichend Kühlmittel tragen dazu bei, dass die Oberfläche der Rille sauber bleibt.
- Nichtrostende Stähle, insbesondere der Serie 300: Diese Werkstoffe sind anfällig für Kaltverfestigung. In der Praxis sollte das Werkzeug während des Schneidens nicht in einer Position verweilen, da eine lokale Verfestigung zu vorzeitigem Werkzeugverschleiß oder -ausfall führen kann.
- Titan und Superlegierungen: Diese Werkstoffe sind aufgrund ihrer schlechten Wärmeleitfähigkeit und der Wärmekonzentration in der Nähe der Schneidkante schwieriger zu rillen. Eine Hochdruck-Durchlaufkühlung wird oft empfohlen, um die Standzeit der Werkzeuge zu verlängern und den Prozess zu stabilisieren.
Schlussfolgerung
Die grundlegende Herausforderung bei der Bearbeitung von Nuten besteht darin, eine hochpräzise Steuerung auf engem Raum zu erreichen. In der CNC-Massenproduktion führt die blinde Übernahme einheitlicher Schnittparameter häufig zu Werkzeugversagen oder Oberflächenschäden. Nur durch eine gründliche Analyse der Materialeigenschaften, die Entwicklung logischer Schneidpfade und die Anpassung der richtigen Spanbrecherlösungen können Hersteller eine qualitativ hochwertige Produktion unter strengen Dichtungs- und Positionierungsanforderungen gewährleisten.


