
El mecanizado de ranuras es un proceso común pero a menudo subestimado en el mecanizado CNC. Una pequeña ranura puede cumplir funciones de sellado, posicionamiento, lubricación, descarga de herramientas o holgura de montaje. Este artículo explica la lógica de fabricación del mecanizado de ranuras desde varios aspectos, incluida su definición, el proceso de mecanizado, los tipos de mecanizado de ranuras, la selección de herramientas y los parámetros clave.
¿Qué es el mecanizado de ranuras?
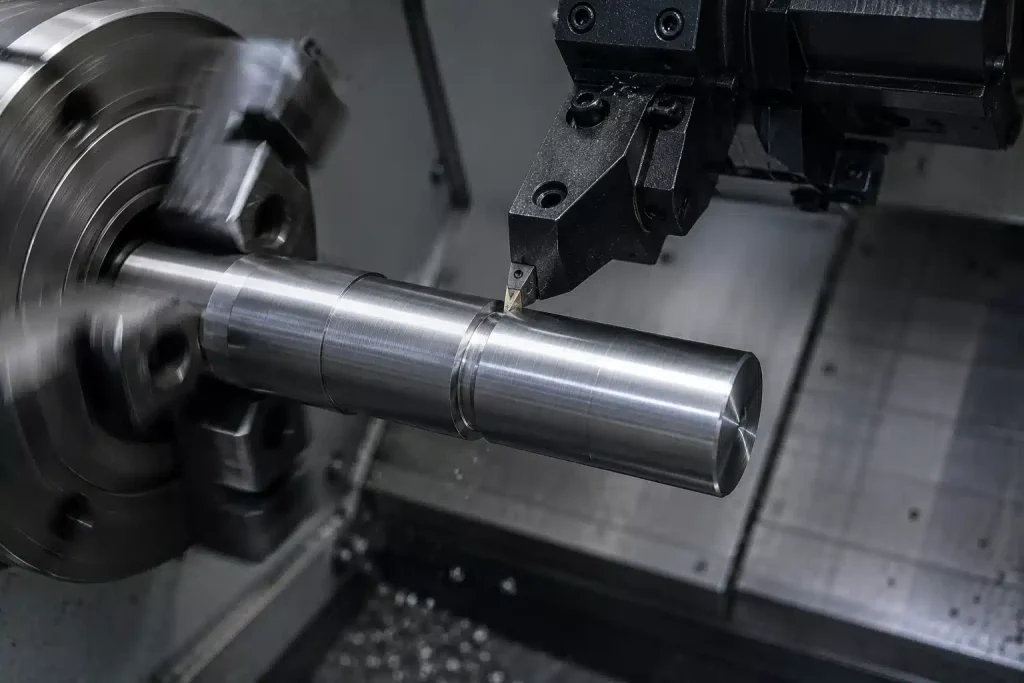
El mecanizado de ranuras se refiere al proceso de utilizar herramientas de corte específicas para cortar ranuras de una determinada profundidad, anchura y forma transversal en la superficie de una pieza de trabajo.
Este proceso se utiliza principalmente para lograr funciones mecánicas específicas, como el posicionamiento axial mediante ranuras de circlips, la prevención de fugas de fluidos a alta presión con ranuras de sellado o la creación de pistas de aceite en cojinetes de deslizamiento y guías para optimizar la distribución de la lubricación.
Flujo de trabajo del proceso de mecanizado de ranuras
El mecanizado de ranuras CNC estándar abarca todo el ciclo de vida, desde diseño de ingeniería hasta el corte de precisión final in situ, para garantizar un control preciso de la anchura y la profundidad de las ranuras:
Diseño técnico
En función de requisitos funcionales como el sellado o el posicionamiento, la sección geométrica de la ranura se define en planos CAD. La fase de diseño debe especificar las tolerancias de anchura y profundidad de la ranura, los redondeos de la raíz y la verticalidad de las paredes laterales para proporcionar una base sólida para el procesamiento posterior.
Colocación y alineación de herramientas
Una vez generado el programa, se seleccionan los mandriles o útiles adecuados en función de la ubicación del mecanizado. Se realiza una alineación radial y axial de la herramienta de alta precisión para garantizar que las coordenadas de mecanizado coinciden con las especificaciones del plano.
Ranurado en bruto
Para ranuras más anchas, se emplean múltiples penetraciones rectas o métodos de corte segmentado para eliminar el material de forma eficaz, manteniendo una evacuación suave de la viruta y dejando un espacio uniforme para el acabado.
Microajuste inferior
Una vez que la herramienta alcanza el fondo de la ranura, se ejecuta un movimiento de barrido lateral o de dirección para eliminar las existencias escalonadas dejadas por el desbaste, asegurando que el fondo sea plano y se corrija la anchura.
Limpieza final
La herramienta se sumerge a lo largo de una pared lateral hasta el suelo, se desplaza horizontalmente y se retrae hacia arriba a lo largo de la pared opuesta. Esta trayectoria continua completa el acabado de ambas paredes laterales y el suelo en un solo movimiento, evitando las marcas de la herramienta.
Retracción e inspección
La herramienta se retrae a lo largo de una trayectoria segura y se eliminan las virutas. A continuación, se utilizan calibradores especializados para verificar la anchura, la profundidad y los chaflanes de la ranura con respecto a las normas de aceptación.
Tipos de mecanizado de ranuras
En función de la ubicación del mecanizado y de la lógica de corte, el mecanizado de ranuras se clasifica en los siguientes tipos operativos básicos:
Ranurado exterior
El ranurado exterior es el proceso estándar que se realiza en centros de torneado que utilizan trayectorias de penetración radial o de torneado lateral; el objetivo de este proceso es garantizar el acabado de la pared lateral y la planitud del suelo mediante la inyección de refrigerante a alta presión, por lo que es el método más común para el mecanizado de ranuras de arandelas de seguridad y anillos de estanqueidad en componentes de ejes.
Ranurado interior
El ranurado interno se refiere a las operaciones de corte realizadas dentro de un taladro ciego. $L/D$ (longitud/diámetro), lo que suele requerir barras de mandrinado antivibración específicas con refrigeración interna y el uso de vías de alimentación escalonadas o de limpieza lateral de la base para superar las dificultades de evacuación de virutas en espacios reducidos.
Ranurado frontal
El ranurado frontal es el proceso de corte circular realizado en la cara de una pieza de trabajo mediante la interpolación de la trayectoria de la herramienta. Dado que el radio de corte cambia con la profundidad, este proceso depende del control de velocidad de superficie constante (CSS) y de ajustes precisos del ángulo de entrada para mantener fuerzas de corte estables durante toda la operación circular.
Ranurado en relieve
El ranurado en relieve es una operación funcional realizada para crear holgura en los hombros de los ejes o en los extremos de las roscas, con el fin de eliminar tensiones de mecanizado o proporcionar espacio para los componentes de acoplamiento, utilizando normalmente trayectorias de profundidad fija predefinidas para eliminar el exceso de material de forma rápida y precisa.
Ranurado en espiral
El ranurado en espiral es un proceso especializado que se realiza mediante la interpolación sincronizada del movimiento de rotación y el avance axial; la dificultad técnica reside en mantener la relación precisa entre la velocidad de avance y la velocidad del husillo (ángulo de hélice), que suele utilizarse para crear pistas de lubricación dinámica en el interior de los casquillos.
Ranurado de perfiles
El ranurado de perfiles es el proceso de corte de formas complejas mediante la interpolación de contornos multieje; para geometrías especiales como ranuras trapezoidales o de cola de milano, este proceso sustituye las herramientas de forma especializadas por la interpolación CNC de 3 ejes, utilizando trayectorias de corte finas y estratificadas para garantizar la precisión geométrica y minimizar la altura del festón.
Herramientas necesarias para el mecanizado de ranuras
El ranurado de alta calidad se basa en la sinergia de herramientas de corte de alta rigidez, portapiezas estables e instrumentos de medición de precisión.
-
Herramientas de ranurado de torneado: Dedicado a Tornos CNC; cuentan con rompevirutas especializados para forzar la curvatura y rotura de las virutas en espacios reducidos.
-
Fresas de ranurar y fresas de mango: Se utiliza en centros de mecanizado para cortar diversas ranuras en piezas no giratorias mediante avance lateral o axial.
-
Portaherramientas rígidos: Soportes de acero de alta resistencia que garantizan que la punta de la herramienta no se desvíe ni vibre bajo fuerzas de corte radiales extremas.
-
Barras de mandrinar antivibración: Equipado con núcleos de metal pesado o módulos de amortiguación para suprimir los armónicos durante el mecanizado interno de grandes salientes.
-
Sistemas de refrigeración de alta presión: Dirige el fluido a alta presión a través de la herramienta para expulsar las virutas de la ranura y evitar que se vuelvan a cortar.
-
Medidores de ranura especializados: Incluye calibres, micrómetros y calibradores Go/No-Go para la verificación de alta precisión de los diámetros y anchuras de las raíces.
Parámetros clave para el mecanizado de ranuras de precisión
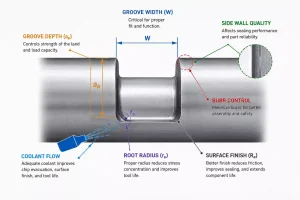
En el mecanizado de ranuras, la obtención de resultados de alta precisión depende del control exacto de varios parámetros fundamentales. Estos factores afectan a la eficacia del mecanizado, la vida útil de la herramienta y la evacuación de la viruta, calidad de la superficie de la ranuray estabilidad dimensional.
- Velocidad de corte Vc: Regula la eficacia del mecanizado y la vida útil de la herramienta. Las velocidades excesivas provocan altas temperaturas de corte y bordes acumulados que dañan el acabado de la pared lateral, mientras que las velocidades insuficientes reducen la eficiencia y pueden inducir el endurecimiento del trabajo.
- Velocidad de avance f: Dicta el ritmo de mecanizado y la morfología de la viruta. Unas velocidades de avance adecuadas garantizan una rotura y evacuación eficaces de la viruta; de lo contrario, las virutas pueden enredarse y provocar cicatrices en las paredes laterales.
- Profundidad de corte ap: Impacta directamente en las fuerzas de corte. Una profundidad excesiva aumenta la carga del husillo y corre el riesgo de obstruir la trayectoria de evacuación, lo que provoca un corte secundario y el astillado de la plaquita.
- Rigidez del sistema (voladizo de la herramienta): Determina la estabilidad del mecanizado. Un voladizo excesivo induce armónicos (chatter), lo que provoca patrones ondulados en el fondo de la ranura y pérdida de tolerancia geométrica.
- Presión del refrigerante: Crucial para operaciones semicerradas. El refrigerante a alta presión es el principal mecanismo para expulsar las virutas; una presión inadecuada provoca la acumulación de residuos y daños en la superficie.
- Trayectoria de la herramienta: Dicta la distribución de la carga. Las estrategias de entrada/salida optimizadas y el corte segmentado minimizan las marcas de permanencia y evitan las cargas de impacto repentinas que podrían provocar el fallo de la plaquita.
Precauciones en el mecanizado de ranuras
El control estricto de los siguientes parámetros es esencial para garantizar la calidad del proceso y el rendimiento de la producción.
Control de virutas
El ranurado es un proceso clásico de corte cerrado propenso a la obstrucción. Para el torneado interior, a menudo se prefieren portaherramientas con refrigerante pasante para expulsar las virutas y evitar que se formen cicatrices en las paredes laterales.
Voladizo de herramientas
Para ranuras profundas o perforaciones internas, la relación voladizo-diámetro, o L/D, debe permanecer dentro de límites seguros, normalmente L/D ≤ 3 para barras de acero. Si es inevitable un voladizo largo, reduzca los parámetros o cambie a barras amortiguadas.
Distancia de paso
Al mecanizar ranuras anchas, mantenga un paso de 60% a 80% de la anchura de la herramienta para evitar pasos intermedios masivos que desencadenen picos de carga. Utilice trayectorias de entrada/salida de arco para eliminar las marcas de permanencia.
Propiedades de los materiales
Los materiales muy dúctiles (por ejemplo, el aluminio o el cobre) tienden a formar bordes acumulados. Dé prioridad a las plaquitas pulidas y afiladas y utilice abundante refrigerante para reducir el coeficiente de fricción.
PREGUNTAS FRECUENTES
¿Cuál es la diferencia entre ranurado y ranurado?
Estos términos tienen diferentes enfoques en la fabricación mecánica:
- Ranurado: Se refiere al corte de secciones geométricas específicas en piezas giratorias, como el diámetro exterior, el diámetro interior o las ranuras frontales, haciendo hincapié en el acabado de las paredes laterales y las tolerancias estrechas.
- Ranurado: Típicamente asociado al fresado. Se refiere al uso de fresas o fresas de cara y lado para cortar canales lineales o cerrados, como chaveteros o ranuras en T, en piezas no giratorias.
¿Por qué es importante el control de virutas en el mecanizado de ranuras?
La gestión de los chips determina directamente la coherencia del proceso:
- Evacuación restringida: Las ranuras profundas y estrechas impiden la salida de las virutas, lo que a menudo obliga a recortarlas de nuevo.
- Daños superficiales: Las virutas trituradas pueden dañar la rugosidad de la superficie y provocar el rechazo de la pieza.
- Fallo de la herramienta: Los atascos crean picos de carga repentinos que provocan el astillado de las plaquitas o la rotura de las barras, un riesgo crítico en la producción en masa automatizada.
¿Qué materiales son adecuados para el mecanizado de ranuras?
Al planificar las operaciones de ranurado, es útil comprender cómo afectan los distintos materiales a la vida útil de la herramienta y a la estabilidad del proceso:
- Aceros de mecanizado libre: En general, estos materiales son más fáciles de ranurar porque producen virutas cortas y quebradizas que son más fáciles de evacuar, lo que reduce el riesgo de obstrucción en ranuras estrechas.
- Aleaciones de aluminio: Las aleaciones de aluminio son rápidas de cortar pero propensas a la formación de aristas, también conocida como BUE. Unas plaquitas pulidas y afiladas y suficiente refrigerante ayudan a mantener limpio el acabado de la superficie de la ranura.
- Aceros inoxidables, especialmente de la serie 300: Estos materiales son propensos al endurecimiento por deformación. En la práctica, la herramienta no debe detenerse o permanecer en una posición durante el corte, ya que el endurecimiento local puede provocar un desgaste prematuro de la herramienta o su rotura.
- Titanio y superaleaciones: Estos materiales son más difíciles de ranurar debido a su escasa conductividad térmica y a la concentración de calor cerca del filo de corte. A menudo se recomienda el uso de refrigerante de alta presión para prolongar la vida útil de la herramienta y estabilizar el proceso.
Conclusión
El reto fundamental del mecanizado de ranuras reside en lograr un control de alta precisión en espacios reducidos. En la producción en serie CNC, la adopción ciega de parámetros de corte uniformes suele provocar fallos en las herramientas o daños en la superficie. Solo mediante un análisis en profundidad de las propiedades del material, el diseño de trayectorias de corte lógicas y la combinación de soluciones correctas para la rotura de virutas, pueden los fabricantes garantizar un resultado de alta calidad bajo estrictos requisitos de sellado y posicionamiento.


