
沟槽加工是数控加工中一种常见但往往被低估的工艺。一个小的沟槽特征可能具有密封、定位、润滑、刀具释放或装配间隙等功能。本文从沟槽加工的定义、加工过程、沟槽加工类型、刀具选择和关键参数等几个方面阐述了沟槽加工的制造逻辑。
什么是沟槽加工?
沟槽加工是指使用特定的切削工具在工件表面切出具有一定深度、宽度和横截面形状的沟槽的过程。
这种工艺主要用于实现特定的机械功能,例如通过卡簧槽实现轴向定位,通过密封槽防止高压流体泄漏,或在轴颈轴承和导轨中创建油轨以优化润滑分布。
沟槽加工工艺流程
标准数控切槽加工涵盖整个生命周期,包括 工程设计 到最后的现场精密切割,以确保沟槽宽度和深度的精确控制:
工程设计
根据密封或定位等功能要求,在 CAD 图纸中定义凹槽的几何截面。设计阶段必须明确沟槽的宽度公差、深度公差、根部圆角和侧壁垂直度,为后续加工奠定坚实的基础。
设置和工具对准
程序生成后,将根据加工位置选择合适的卡盘或夹具。对刀具进行高精度径向和轴向校准,以确保加工坐标符合蓝图规格。
粗开槽
对于较宽的沟槽,可采用多次直插或分段切割的方法来有效去除材料,同时保持排屑顺畅,并为精加工留出均匀的余量。
底部微调
刀具到达沟槽底面后,执行横向清扫或转向运动,清除粗加工时留下的阶梯状毛坯,确保底面平整并修正宽度。
完成清洁
工具沿一侧墙壁插入地面,水平横移,然后沿另一侧墙壁向上缩回。这种连续的路径可在一个动作中完成两侧墙壁和地板的抛光,从而避免留下工具痕迹。
回缩和检查
刀具沿着安全路径缩回,切屑被清除。然后使用专用量具按照验收标准检验沟槽宽度、深度和倒角。
沟槽加工类型
根据加工位置和切削逻辑,沟槽加工可分为以下核心操作类型:
外部开槽
外切槽是在使用径向切入或横向车削路径的车削中心上执行的标准工艺--该工艺的重点是通过高压冷却液注入确保侧壁光洁度和底面平整度,因此是加工轴部件上的卡簧槽和密封环的最常用方法。
内部开槽
内切槽是指在盲孔内进行的切削加工,其主要挑战在于控制高振动引起的振动。 $L/D$ (长径比),通常需要配备内部冷却装置的专用防震镗杆,并使用阶梯式进给或横向基底清理路径,以克服狭窄空间内的排屑困难。
端面开槽
端面切槽是通过刀具路径插补在工件端面上进行圆周切削的过程--由于切削半径随深度变化而变化,因此该过程依赖于恒定表面速度 (CSS) 控制和精确的切入角度调整,以在整个圆周操作过程中保持稳定的切削力。
开槽
开槽是在轴肩或螺纹端部产生间隙的一种功能性操作,目的是消除加工应力或为配合部件提供空间,通常利用预定义的固定深度路径快速、准确地去除多余材料。
螺旋开槽
螺旋切槽是通过同步插补旋转运动和轴向进给实现的一种特殊工艺,其技术难点在于保持进给速度和主轴速度(螺旋角)之间的精确比率,这通常用于在轴套内形成动态润滑轨迹。
型材开槽
对于梯形或燕尾槽等特殊几何形状,该工艺使用数控三轴插补取代了专门的成型工具,利用精细的分层切割路径来确保几何精度并最大限度地降低扇贝高度。
沟槽加工所需工具
高质量的切槽加工依赖于高刚性切削刀具、稳定的工件夹具和精密测量仪器的协同作用。
-
车削开槽工具: 致力于 数控车床它们具有专门的断屑器,可在狭小空间内迫使切屑卷曲和断裂。
-
铣槽刀和立铣刀: 用于加工中心,通过横向或轴向进给在非旋转零件上切割各种槽。
-
刚性工具架: 高强度钢制刀架,确保刀尖在极大的径向切削力下不会发生偏转或颤动。
-
防震镗杆: 配备重金属芯或阻尼模块,可抑制长悬空内部加工时产生的谐波。
-
高压冷却液系统: 引导高压流体通过工具,将切屑逼出沟槽,防止重新切削。
-
专用槽规 包括卡尺、千分尺和 Go/No-Go 量规,用于高精度验证根部直径和宽度。
精密沟槽加工的关键参数
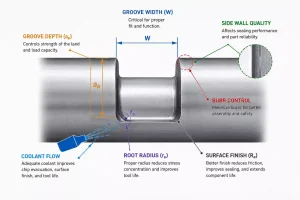
在沟槽加工中,实现高精度加工取决于对几个核心参数的精确控制。这些因素会影响加工效率、刀具寿命和排屑、 沟槽表面质量和尺寸稳定性。
- 切割速度 Vc: 影响加工效率和刀具寿命。过快的速度会导致切削高温和刃口堆积,从而破坏侧壁光洁度,而过慢的速度则会降低效率并导致加工硬化。
- 进料速率 f: 决定加工节奏和切屑形态。适当的进给量可确保高效的断屑和排屑;否则,切屑可能会缠绕在一起,导致侧壁结疤。
- 切割深度 ap: 直接影响切削力。过深的切削深度会增加主轴负荷,并有可能堵塞排空通道,导致二次切削和刀片崩刃。
- 系统刚性(工具悬伸): 决定加工稳定性。过大的悬伸会产生谐波(颤振),导致沟槽底面出现波浪纹,几何公差降低。
- 冷却液压力: 对半封闭操作至关重要。高压冷却液是迫使切屑排出的主要机制;压力不足会导致碎屑堆积和表面损坏。
- 工具路径: 决定载荷分布。优化的进入/退出策略和分段切割可最大限度地减少停留痕迹,并防止可能导致刀片失效的突然冲击载荷。
沟槽加工的注意事项
严格控制以下参数对确保工艺质量和产量至关重要。
芯片控制
切槽是一种典型的封闭式切削工艺,容易发生堵塞。对于内圆车削,通常选择带有通冷装置的夹头,以便将切屑冲出,防止侧壁结疤。
工具悬挂
对于深槽或内孔,悬伸直径比(或 L/D)应保持在安全范围内,钢筋的 L/D 通常小于 3。如果无法避免较长的悬伸,则应降低参数或改用阻尼杆。
跨步距离
加工宽槽时,保持刀具宽度 60% 至 80% 的步距,以防止中间步距过大引发负载峰值。使用圆弧进入/退出路径来消除停留痕迹。
材料特性
韧性高的材料(如铝或铜)容易形成堆积边缘。应优先使用抛光、锋利的刀片,并使用充足的冷却液来降低摩擦系数。
常见问题
开槽和开槽有什么区别?
这些术语在机械制造领域有着不同的侧重点:
- 开槽: 指切割旋转零件上的特定几何截面,如外径、内径或端面沟槽,重点是侧壁光洁度和严格的公差。
- 开槽: 通常与铣削有关。它是指使用立铣刀或面铣刀在非旋转零件上切削直线或封闭槽,如键槽或 T 型槽。
槽加工中的切屑控制为何重要?
芯片管理直接决定了工艺的一致性:
- 限制撤离: 又深又窄的沟槽阻碍了切屑的排出,往往导致重新切割。
- 表面损伤: 碎屑会破坏表面粗糙度,导致零件报废。
- 工具故障: 堵塞会造成突然的负载峰值,导致刀片崩裂或刀杆断裂,这是自动化批量生产中的一个重要风险。
哪些材料适合沟槽加工?
在计划切槽操作时,了解不同材料对刀具寿命和加工稳定性的影响很有帮助:
- 易切削钢: 这些材料通常更容易开槽,因为它们产生的碎屑短而脆,更容易排出,从而降低了在狭窄沟槽中堵塞的风险。
- 铝合金: 铝合金的切削速度快,但容易产生积边(也称为 BUE)。抛光锋利的刀片和充足的冷却液有助于保持沟槽表面光洁。
- 不锈钢,尤其是 300 系列: 这些材料容易发生加工硬化。实际上,刀具在切削过程中不应停留或停留在一个位置,因为局部硬化会导致刀具过早磨损或失效。
- 钛和超级合金: 这些材料的导热性差,热量集中在切削刃附近,因此较难切槽。通常建议使用高压直通冷却剂,以延长刀具寿命并稳定加工过程。
结论
沟槽加工的根本挑战在于如何在有限空间内实现高精度控制。在数控批量生产中,盲目采用统一的切削参数往往会导致刀具失效或表面损坏。只有深入分析材料特性、设计合理的切削路径并匹配正确的断屑解决方案,制造商才能在严格的密封和定位要求下确保高质量的产出。


