
Les angles internes aigus sont une caractéristique courante mais difficile à produire dans l'usinage CNC. Comme le fraisage conventionnel utilise des outils de coupe ronds, la géométrie finale de l'angle est limitée par le diamètre de l'outil, la rigidité de l'outil et l'accessibilité à l'usinage, ce qui rend difficile la création directe d'un véritable angle interne à rayon zéro.
Cet article explique pourquoi les angles internes aigus sont difficiles à usiner, les façons les plus courantes de les produire et les solutions de conception alternatives qui peuvent être utilisées lorsqu'un angle parfaitement aiguisé n'est pas l'option la plus pratique.
Pourquoi les angles internes aigus sont-ils difficiles à usiner ?
La principale raison pour laquelle les angles internes aigus sont difficiles à usiner est que les méthodes conventionnelles d'usinage de l'acier ne permettent pas d'obtenir des résultats satisfaisants. Fraisage CNC s'appuie sur des fraises rondes rotatives plutôt que sur un processus permettant de générer directement un bord interne parfaitement carré. Dès qu'un outil rond pénètre dans un angle intérieur, la géométrie restante est limitée par le rayon de la fraise.
Limites de la géométrie des outils
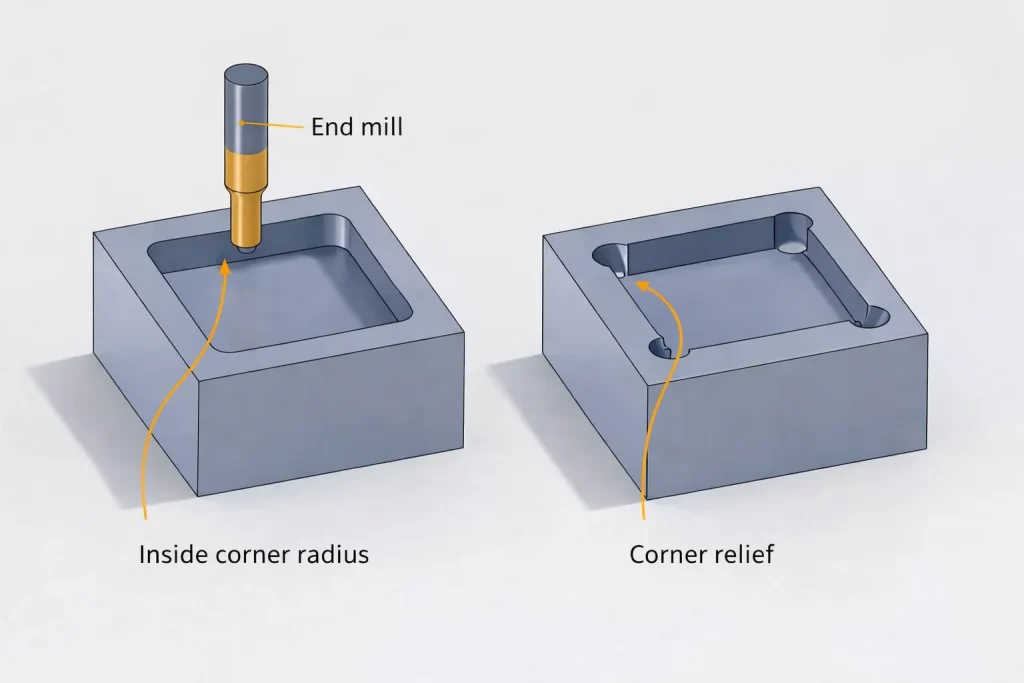
Une fraise en bout standard est cylindrique. Lors de l'usinage d'une poche rectangulaire, d'une rainure carrée ou d'un profil interne, la fraise suit la trajectoire programmée et laisse naturellement un rayon dans l'angle. C'est pourquoi un dessin peut montrer un coin interne carré, alors que la pièce finie contient encore un congé intérieur visible. Dans de nombreux cas, il est également utile de comprendre le processus d'usinage. différence entre un congé et un chanfrein avant de décider si ce coin doit être réduit, allégé ou redessiné.
Pour réduire ce rayon d'angle, l'approche la plus directe consiste à utiliser un outil de coupe plus petit. Malgré cela, le fraisage conventionnel réduit généralement l'angle au lieu de le rendre parfaitement tranchant.
Réduction de la rigidité des outils de petit diamètre
Les outils plus petits peuvent produire des rayons d'angle internes plus petits, mais ils sont également moins rigides. Pendant la coupe, un petit outil est plus susceptible de dévier, de vibrer, de s'user rapidement ou de se casser, en particulier dans l'acier inoxydable, le titane, l'acier trempé et d'autres matériaux difficiles à usiner.
En d'autres termes, plus l'angle interne requis est aigu, plus la fraise doit être petite. Plus la fraise est petite, plus la stabilité de l'usinage est faible et plus le risque de coupe est élevé.
Limites d'usinage dans les cavités profondes et les fentes étroites
Un petit coin interne près d'une surface ouverte peut encore être géré, mais la même caractéristique devient beaucoup plus difficile lorsqu'elle est située au fond d'une poche profonde, à l'extrémité d'une fente étroite ou à l'intérieur d'une structure à parois hautes. Dans ces cas, l'outil doit être à la fois suffisamment petit pour s'adapter à l'angle et suffisamment long pour l'atteindre.
Les outils de petit diamètre avec de longs porte-à-faux sont encore moins rigides, ce qui augmente le risque de broutage, de déflexion, de mauvais état de surface et d'incohérence dimensionnelle. C'est pourquoi les cavités profondes et les angles internes aigus sont souvent une combinaison difficile.
Un coût plus élevé et un risque de fabrication plus important
Du point de vue de la fabrication, les angles internes aigus augmentent généralement les coûts d'usinage. Des outils plus petits nécessitent des vitesses de coupe plus lentes, des charges de coupe plus légères, des temps de cycle plus longs et une usure plus importante de l'outil. Si la pièce comporte également des matériaux durs, des caractéristiques profondes ou des tolérances serrées, l'impact sur les coûts devient plus important.
C'est pourquoi les angles internes aigus ne sont pas seulement un détail de dessin. Il s'agit souvent d'un problème de fabricabilité qui affecte directement la planification des processus et l'établissement des devis.
Comment usiner des angles internes nets
En pratique, la meilleure façon d'usiner un angle interne aigu dépend de la taille de l'angle, de la profondeur de la cavité, du type de matériau, des exigences de tolérance et de l'objectif de coût de production. Si l'angle affecte directement l'ajustement, le positionnement ou une interface fonctionnelle, il peut être intéressant d'utiliser des outils plus petits, des stratégies de finition des angles, voire des processus secondaires. En revanche, si l'angle n'est pas critique sur le plan fonctionnel, il peut être préférable de recourir à une autre conception.
Fraises en bout de petit diamètre
C'est la solution la plus directe et la plus courante. Plus le diamètre de la fraise est petit, plus le rayon laissé dans l'angle est petit, ce qui permet à l'élément de se rapprocher d'un angle interne aigu.
Par exemple, une poche rectangulaire peut d'abord être usinée avec une fraise de 6 ou 8 mm, ce qui laisse des rayons internes plus importants. Une passe de finition ultérieure avec une fraise de 2 mm, 1 mm ou même plus petite peut réduire le rayon dans les zones d'angle.
Cette approche reste le fraisage CNC standard et convient à de nombreuses pièces. En contrepartie, les outils plus petits réduisent l'efficacité et la stabilité de l'usinage.
Ebauche suivie d'une finition locale
Dans de nombreux cas, il est plus pratique d'ébaucher la caractéristique avec un outil plus grand, puis d'utiliser une fraise plus petite uniquement aux endroits où l'angle interne doit être affiné. Cela permet de séparer l'enlèvement de matière efficace de l'usinage des détails de l'angle.
L'outil le plus grand enlève rapidement la plus grande partie de la matière, tandis que l'outil le plus petit est réservé à la zone de l'angle. Pour les pièces comportant plusieurs petits coins intérieurs, il s'agit souvent de l'une des solutions les plus équilibrées en termes d'efficacité et de détails réalisables.
Contrôle des paramètres de coupe
Un problème courant avec les angles internes aigus n'est pas simplement d'atteindre l'angle, mais de le couper de manière stable. Dans les cavités profondes, les matériaux durs ou les caractéristiques des parois hautes, une petite fraise peut devenir instable si la charge de coupe est trop élevée.
C'est pourquoi l'usinage d'angles internes aigus nécessite souvent une réduction du pas de descente, une réduction du pas de montée, des charges de coupe plus légères et des réglages d'avance et de broche plus conservateurs. Ces réglages permettent de maintenir la charge de l'outil plus stable et d'améliorer la précision des angles et l'uniformité de la surface.
Optimisation des parcours d'outils de finition d'angle
Dans la programmation FAO, les angles internes aigus sont rarement traités de manière optimale par un seul parcours de contour général. Une approche plus courante consiste à créer des parcours dédiés à la finition des angles ou au nettoyage secondaire après le cycle d'usinage principal.
Cela réduit le risque d'un engagement soudain sur toute la largeur, d'une coupe lourde répétée dans l'angle ou de chocs localisés. Pour les pièces présentant des exigences élevées en matière d'angle ou des caractéristiques d'angle interne répétées, les parcours de nettoyage optimisés améliorent souvent le résultat final.
Outils de petite taille à longue portée
Si l'angle interne est situé dans une fente profonde, une poche profonde ou une caractéristique à paroi haute, le diamètre de l'outil seul ne suffit pas. L'outil doit également avoir une portée suffisante pour accéder à l'angle.
Cela nécessite souvent des outils à long col, des fraises en bout de grande longueur ou des outils à géométrie allégée. Ces outils résolvent le problème de l'accessibilité, mais ils réduisent également la rigidité. Par conséquent, ils sont généralement nécessaires pour des structures spécifiques et ne constituent pas l'option d'usinage la plus économique.
EDM
Lorsque les exigences en matière d'angle interne sont particulièrement élevées, ou lorsque le matériau de la pièce est dur et que la caractéristique est très petite, le fraisage conventionnel peut ne plus être la meilleure méthode. Dans ces situations, l'électroérosion peut être utilisée comme processus secondaire.
Comme l'électroérosion ne repose pas sur une fraise rotative pour enlever la matière, elle peut produire des détails internes plus nets dans certains matériaux durs et dans des applications à caractéristiques fines. Pour les angles internes très serrés, l'électroérosion peut être plus contrôlable que de continuer à réduire le diamètre de la fraise.
Cependant, l'électroérosion augmente généralement les coûts et les délais de production, c'est pourquoi elle est généralement réservée aux caractéristiques critiques sur le plan fonctionnel.
Electro-érosion à fil
Si la géométrie de la pièce se prête à des caractéristiques traversantes, à des pièces de type plaque ou à des trajectoires de coupe bidimensionnelles, l'électroérosion à fil peut également être une méthode efficace pour obtenir des angles internes plus aigus.

Par rapport au fraisage conventionnel, l'électroérosion à fil peut créer des transitions beaucoup plus nettes dans certaines formes de contour. Elle est particulièrement utile pour les profils à coupe transversale et certaines caractéristiques d'assemblage de précision, bien qu'elle ne soit pas une solution universelle pour toutes les cavités tridimensionnelles.
Solutions alternatives lorsqu'un angle vif n'est pas pratique
Toutes les pièces ne justifient pas la complexité et le coût d'usinage supplémentaires requis pour réduire autant que possible un rayon interne. Dans de nombreux cas, la meilleure solution n'est pas de forcer un angle plus aigu, mais de modifier la géométrie pour que la pièce continue à fonctionner correctement tout en restant plus facile à fabriquer.
Rayon de l'angle interne plus grand
C'est l'option la plus courante et la plus recommandée. Si la fonction le permet, la spécification d'un rayon interne pratique permet au fabricant d'utiliser une fraise plus grande, ce qui améliore l'efficacité de l'usinage, réduit l'usure de l'outil et améliore la régularité de la production.
Pour de nombreuses pièces CNC standard, un rayon interne bien choisi est plus réaliste qu'un coin carré théoriquement parfait.
Soulagement de l'angle
La dépouille d'angle ajoute une zone de dégagement locale dans l'angle afin qu'une pièce d'assemblage n'interfère pas avec le rayon interne laissé par l'usinage. Bien que la géométrie ne soit plus un angle carré parfait, le résultat fonctionnel est souvent meilleur et plus facile à produire.
L'idée principale n'est pas de forcer un angle parfait, mais de faire en sorte que l'assemblage ne dépende plus d'un angle.
Aide à l'os de chien et à l'os de tigre
Dans les fentes rectangulaires, les caractéristiques d'insertion des plaques et les structures d'assemblage carrées, les reliefs en forme d'os de chien et de T sont des alternatives courantes. Ces caractéristiques ajoutent un jeu local de sorte qu'une pièce d'assemblage à arête carrée puisse s'insérer dans un angle interne usiné sans qu'il soit nécessaire que tout l'angle interne soit parfaitement tranchant.
Bien que ces formes ne ressemblent pas à des coins carrés idéaux sur un dessin, elles sont souvent plus efficaces et plus fiables dans la production et l'assemblage réels.
Optimisation de l'angle de la pièce à assembler
Parfois, il n'est pas nécessaire d'appliquer la solution à la pièce actuelle. Si le composant correspondant peut utiliser un coin chanfreiné, un coin arrondi ou un relief local, la pièce usinée n'aura peut-être pas besoin d'un coin interne tranchant.
Il s'agit souvent d'une manière plus économique de résoudre le même problème d'assemblage et plus conforme aux bonnes pratiques de conception pour la fabrication.
Conclusion
Il n'est pas impossible de produire des angles internes aigus par usinage CNC, mais ils sont limités par la géométrie et la rigidité de l'outil, ainsi que par l'accessibilité des caractéristiques. Dans les projets réels, la meilleure approche consiste généralement à déterminer si l'angle est vraiment critique pour la fonction, puis à choisir la méthode d'usinage la plus appropriée ou une autre conception en fonction des exigences en matière de matériaux, de structure et de coûts.
Pour les pièces qui nécessitent des rayons d'angle internes plus petits, la CNC conventionnelle peut souvent s'approcher de la géométrie cible grâce à des outils plus petits, à des opérations de nettoyage local et à des parcours d'outils optimisés. Lorsque le fraisage standard n'est pas suffisant, l'électroérosion, l'électroérosion à fil ou des modifications de la conception peuvent fournir un résultat plus pratique.
Capacités d'usinage CNC de Minhe
Minhe fournit services de fraisage et de tournage CNC sur mesure pour les géométries complexes, les cavités profondes, les caractéristiques d'accouplement locales et les pièces usinées de haute précision. Pour les pièces comportant des angles internes aigus, nous pouvons évaluer la faisabilité de l'usinage en fonction de la géométrie spécifique de la pièce et recommander un plan de traitement et une approche de devis plus appropriés.
Si votre pièce comporte des angles internes aigus, des cavités complexes ou des caractéristiques d'accouplement, nous vous invitons à envoyer vos dessins à l'équipe d'ingénieurs de Minhe pour un examen plus approfondi de la fabricabilité et une aide à l'établissement d'un devis.


