
機械設計では、フィレットと面取りのどちらを選択するかは、設計プロセスの最終段階まで放置され、些細なディテールとして扱われることがよくあります。実際には、これらのエッジ処理は単なる外見的なものでなく、部品の構造的完全性、アセンブリ動作、製造効率に直接影響します。その具体的な役割を誤解すると、不必要な生産上の課題や部品性能の低下につながる可能性があります。この記事では、精密機械加工におけるフィレットと面取りの定義、選択基準、主な違い、設計のベストプラクティスについて説明し、より多くの情報に基づいた設計上の意思決定を支援します。
フィレとは何か?
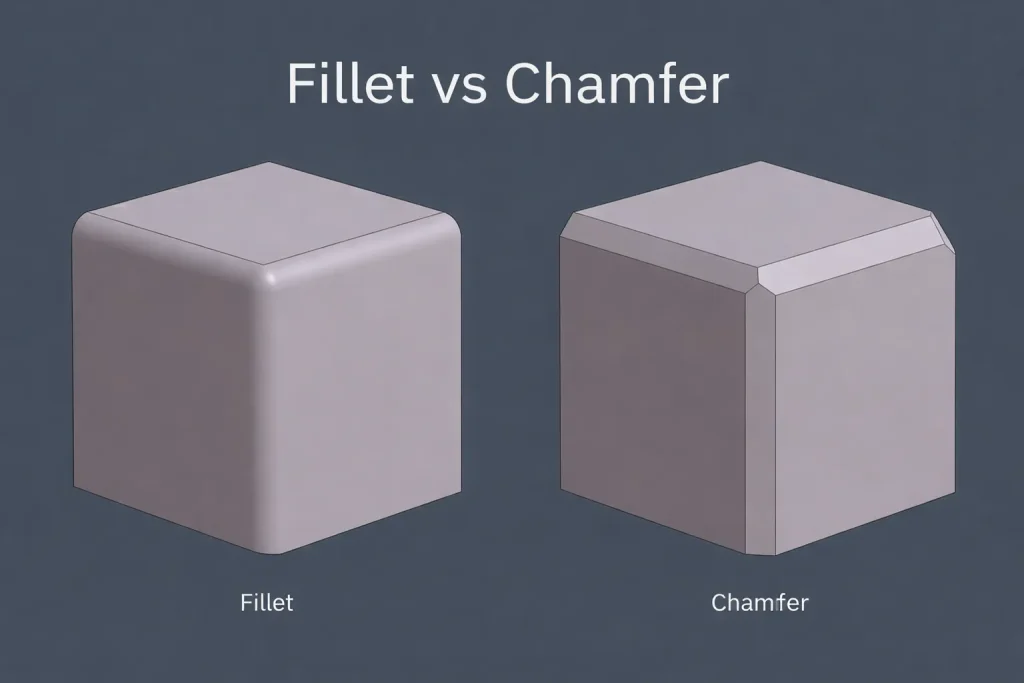
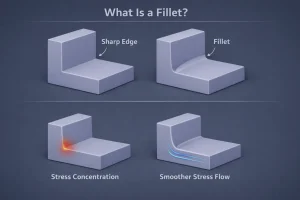
フィレットとは、2つのサーフェス間の丸みを帯びた移行部のことで、鋭角を滑らかな円弧に置き換えたもの。エンジニアリングの図面では、一般的に半径(R0.5、R1、R2など)で指定されます。CNCフライス加工では、切削工具が本質的に丸いため、内部フィレットを設計することは、設計上の選択というよりも、むしろ製造上の必要性であることがよくあります。適切に設計された内部フィレットは、応力をより均等に分散させ、スムーズなツールパスを可能にします。
面取りとは?
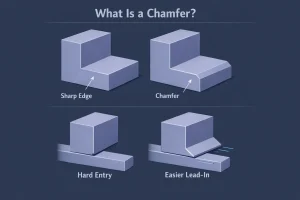
面取りとは、鋭利なエッジを削り取ることによってできる平らで角度のついた面のことで、一般的には45度の角度で行われる。図面上では通常、1×45°やC0.5のような省略表記など、サイズと角度で定義される。面取りは CNC加工 というのも、非常に実用的だからである。鋭利なエッジやバリを1回の効率的な作業で効果的に除去し、組み立てのための明確なリードインを提供するために、穴の入口、シャフトの端、および外側のエッジに頻繁に使用されます。
フィレと面取りの選び方
機械加工部品の設計では、フィレットと面取りを互換性のある特徴として扱うべきではない。適切な選択は、その位置の特定の機能と製造工程の現実によって決まります。
構造の変遷
特定の位置が荷重を受ける移行部として機能する場合や、繰り返し応力を受ける場合は、一般的にフィレットが望ましい選択となります。湾曲した移行部は、面取りの急激な幾何学的変化と比較して、応力が材料中をより緩やかに流れ、局所的な破損のリスクを最小限に抑えます。
組立ガイダンス
2つの部品の嵌合を助けることを第一の目的とする場合、面取りは通常、より直接的な解決策となります。角度のついた面はリードインとして機能し、アライメントの難しさを大幅に軽減し、組み立て時の干渉を防ぎます。これが、面取りが穴の入口やシャフトの端の標準となっている理由です。
内部コーナー
CNCフライスの物理的な世界では、内角はほとんど常にフィレットで設計されるべきです。カッターは円形であるため、完璧に鋭利な内角を強制すると、工具の摩耗が進み、不要な振動を誘発する可能性があります。標準的な工具径に合わせて内コーナーを設計することで、より安定した効率的な加工が可能になります。
エッジ・クリーンアップ
重い荷重はかからないが、安全な取り扱いが必要な外部エッジには、面取りがシンプルで効果的な選択です。鋭利なエッジやバリを素早く除去し、フルラジアス変形のような複雑さを伴うことなく、安全性と取り扱いの両方を向上させます。
視覚と触覚
外観やユーザーとのインタラクションを優先する場合、フィレットは一般に、よりソフトで連続的な視覚的変化を生み出します。これに対して面取りは、よりシャープで機械的なラインを生み出します。手触りや美観が重要な部品では、この2つの選択は最終的な設計意図に顕著な影響を与えます。
製造コスト
大量生産では、面取りは標準化しやすく、最小限のプログラム変更で複数のエッジに適用できることが多い。フィレットは、指定された半径が標準的でない場合、特殊な工具や最適でない工具を使用せざるを得ず、より高価になることがある。
フィレと面取りの違い
どちらも一般的なエッジ処理ですが、フィレットと面取りは、その工学的な目的と実施方法が大きく異なります。次の表は、その主な違いをまとめたものです:
| 特徴 | フィレ | 面取り |
| 幾何学 | 丸みを帯びたアーク遷移 | フラットなエッジ |
| 主要機能 | 構造転換とストレス軽減 | エッジブレーキングと組み立て指導 |
| ストレス行動 | ストレスの多い場所に最適 | 良好だが、高負荷時には効果が落ちる |
| 図面コールアウト | 半径の値(例:R1) | サイズ×角度(例:1×45度) |
| 加工ロジック | 工具半径に依存 | シンプルなパス、高度に標準化された |
| ビジュアル・キャラクター | ソフトで連続的 | シャープでメカニカル |
構造と応力の特徴
設計の観点からは、フィレットはコーナーから応力を分散させる連続的な曲線の移行を提供します。面取りは、鋭利なエッジよりはましですが、それでも幾何学的な断面が生じるため、疲労の影響を受けやすい用途での応力集中を緩和する効果は低くなります。
機械加工とドキュメンテーション
フィレットは曲率(半径)に重点を置き、面取りはカットの深さと角度を定義します。生産に関しては、内面フィレットはカッターの形状に厳密に縛られるのに対し、面取りは柔軟性が高く、大量生産における標準的なエッジブレーキングには経済的であることが多い。
用途と美学
フィレットは連続的で統合された美しさを提供し、面取りは明確で機械的な境界を強調します。これらのどちらかを選択するには、構造的な要件、加工上の制約、部品の意図するデザイン言語のバランスを取る必要があります。
デザインのベストプラクティス
製造のための設計(DFM)を最適化し、コストをコントロールするには、以下の点に留意してください:
- 工具を合わせる: 内部フィレット半径を一般的なエンドミル径に合わせることで、効率的な加工を実現し、カスタムツールの必要性を回避します。
- 意図を明確にする: 曖昧さを避けるため、図面に面取り寸法を明記する。"鋭利なエッジを取り除く "などの一般的な注意書きに頼らないこと。
- 機能を標準化する: フィレットと面取りのサイズを最小化します。一貫性があるため、工具の交換やセットアップ時間が短縮され、作業効率の向上につながります。
- 明示的な吹き出しを使用する: 常に具体的な数値を提示すること。明確な文書化により、前後のコミュニケーションを減らし、手戻りのリスクを最小限に抑える。
- 複雑さを避ける: 複雑なエッジ処理は、CAD上では見栄えがよくても、生産現場では不要な場合がある。構造的な要件を満たす場合は、シンプルで標準的な機能を優先します。
結論
フィレットと面取りは、エンジニアリングの機能と製造の現実とのバランスを表しています。フィレットは、工具に適合する設計であれば、構造荷重や内部遷移の処理に優れています。面取りは、効率的な組立ガイダンスと外部エッジ保護に最適なソリューションです。設計精度と一貫性の両方が要求される部品には、信頼性の高い CNC加工サービス また、これらのエッジの詳細を実用的な製造結果に変える際にも重要な役割を果たします。最終的に、部品が製造しやすく、性能が良いかどうかは、これらのエッジの詳細がいかに合理的に定義されているかに起因することが多い。