
In der mechanischen Konstruktion wird die Wahl zwischen Verrundungen und Fasen oft als nebensächliches Detail behandelt, das erst in den letzten Phasen des Konstruktionsprozesses berücksichtigt wird. In Wirklichkeit sind diese Kantenbehandlungen nicht nur kosmetisch, sondern beeinflussen direkt die strukturelle Integrität eines Teils, das Montageverhalten und die Fertigungseffizienz. Ein falsches Verständnis ihrer spezifischen Rolle kann zu unnötigen Herausforderungen in der Produktion oder zu einer Beeinträchtigung der Teileleistung führen. In diesem Artikel werden die Definitionen, Auswahlkriterien, Hauptunterschiede und bewährte Konstruktionsverfahren für Verrundungen und Fasen in der Präzisionsbearbeitung erläutert, damit Sie fundierte Konstruktionsentscheidungen treffen können.
Was ist ein Filet?
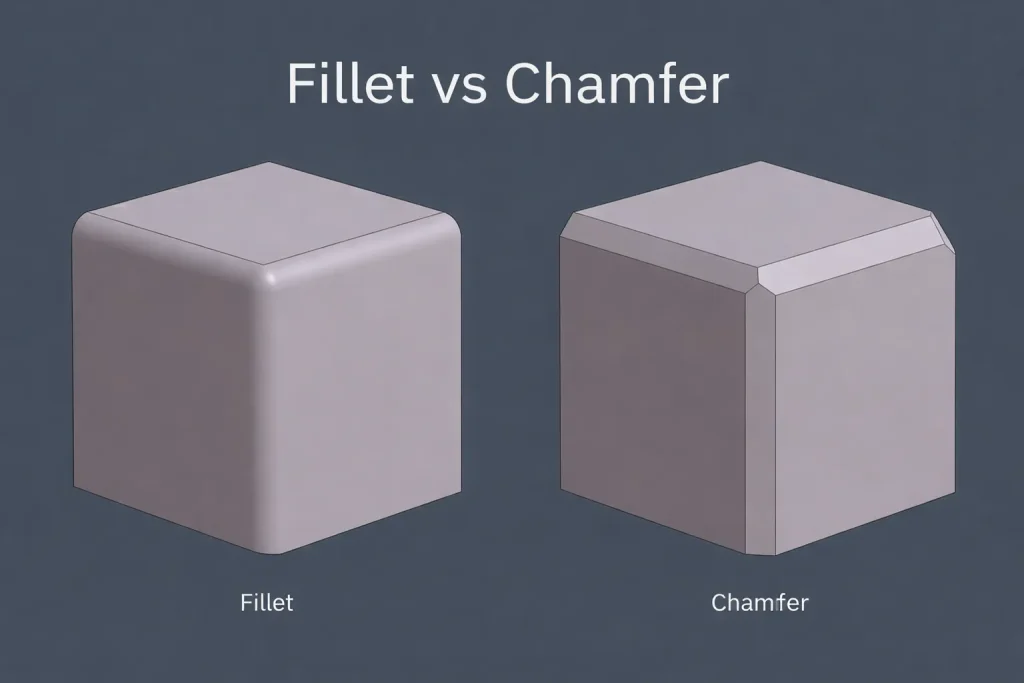
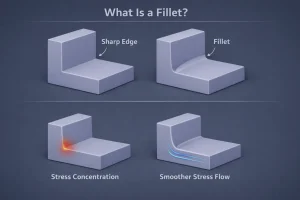
Eine Verrundung ist ein abgerundeter Übergang zwischen zwei Oberflächen, der eine scharfe Ecke durch einen glatten Bogen ersetzt. Auf technischen Zeichnungen werden sie in der Regel mit einem Radius angegeben (z. B. R0,5, R1 oder R2). Beim CNC-Fräsen ist die Gestaltung von Innenverrundungen oft eine fertigungstechnische Notwendigkeit und nicht nur eine konstruktive Entscheidung, da Schneidwerkzeuge von Natur aus rund sind. Eine gut gestaltete Innenverrundung trägt zu einer gleichmäßigeren Spannungsverteilung bei und ermöglicht einen glatten Werkzeugweg, was für die Gewährleistung der strukturellen Kontinuität und der Langlebigkeit des Teils unerlässlich ist.
Was ist eine Fase?
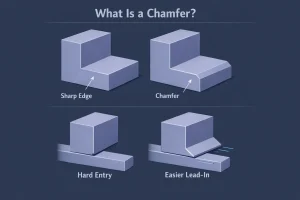
Eine Fase ist eine flache, abgewinkelte Fläche, die durch das Wegschneiden einer scharfen Kante entsteht, meist in einem Winkel von 45°. Auf Zeichnungen wird sie normalerweise durch eine Größe und einen Winkel definiert, z. B. 1 × 45° oder durch eine Kurzschreibweise wie C0,5. Fasen sind üblich in CNC-Bearbeitung weil sie äußerst praktisch sind. Sie werden häufig an Bohrungseingängen, Wellenenden und Außenkanten eingesetzt, um einen klaren Vorlauf für die Montage zu schaffen und scharfe Kanten und Grate in einem einzigen, effizienten Arbeitsgang zu entfernen.
Wie wählt man zwischen Filets und Fasen?
Bei der Konstruktion bearbeiteter Teile sollten Verrundungen und Fasen nicht als austauschbare Merkmale betrachtet werden. Die richtige Wahl hängt von der spezifischen Funktion der Stelle und den Gegebenheiten des Fertigungsprozesses ab.
Strukturelle Übergänge
Wenn eine bestimmte Stelle als lasttragender Übergang dient oder einer zyklischen Belastung ausgesetzt ist, ist eine Verrundung im Allgemeinen die bevorzugte Wahl. Der gekrümmte Übergang lässt die Spannung allmählicher durch das Material fließen und minimiert das Risiko eines lokalen Versagens im Vergleich zur abrupten geometrischen Veränderung einer Fase.
Anleitung zur Montage
Wenn das Hauptziel darin besteht, zwei Teile zusammenzufügen, ist eine Fase normalerweise die direktere Lösung. Die abgewinkelte Fläche dient als Anschnitt, was die Schwierigkeiten bei der Ausrichtung erheblich verringert und Störungen bei der Montage verhindert. Aus diesem Grund sind Fasen der Standard für Locheingänge und Wellenenden.
Innenecken
In der realen Welt des CNC-Fräsens sollten Innenecken fast immer mit Verrundungen versehen werden. Da Fräser kreisförmig sind, erhöht das Erzwingen einer perfekt scharfen Innenecke den Werkzeugverschleiß und kann unerwünschte Vibrationen hervorrufen. Die Gestaltung von Innenecken, die den Standardwerkzeugdurchmessern entsprechen, gewährleistet einen stabileren und effizienteren Bearbeitungsprozess.
Kantenbereinigung
Für Außenkanten, die nicht stark belastet werden, aber sicher zu handhaben sein müssen, ist eine Fase eine einfache und effektive Wahl. Sie beseitigt schnell scharfe Kanten und Grate und verbessert sowohl die Sicherheit als auch die Handhabung, ohne die Komplexität eines Übergangs mit vollem Radius.
Visuell und taktil fühlen
Wenn das Erscheinungsbild oder die Interaktion mit dem Benutzer im Vordergrund stehen, schaffen Verrundungen im Allgemeinen einen weicheren, kontinuierlichen visuellen Übergang. Fasen hingegen führen zu schärferen, mechanischeren Linien. Bei Teilen, bei denen die Haptik oder die ästhetische Qualität wichtig ist, kann die Wahl zwischen diesen beiden Varianten die endgültige Designabsicht deutlich beeinflussen.
Herstellungskosten
In der Großserienproduktion sind Fasen oft leichter zu standardisieren und können mit minimalen Programmänderungen auf mehrere Kanten angewendet werden. Verrundungen können manchmal teurer sein, wenn der spezifizierte Radius nicht standardisiert ist und die Werkstatt gezwungen ist, spezielle oder nicht optimale Werkzeuge zu verwenden.
Unterschiede zwischen Hohlkehlen und Fasen
Obwohl es sich bei beiden um gängige Kantenbearbeitungen handelt, unterscheiden sich Verrundungen und Fasen erheblich in ihrem technischen Zweck und ihrer Ausführung. Die folgende Tabelle fasst ihre Hauptunterschiede zusammen:
| Merkmal | Filet | Fase |
| Geometrie | Abgerundeter Bogenübergang | Flache abgewinkelte Kante |
| Primäre Funktion | Struktureller Wandel und Stressabbau | Kantenbrechen & Montageanleitung |
| Stress-Verhalten | Überlegen; ideal für stark beanspruchte Bereiche | Gut; weniger wirksam bei schweren Lasten |
| Zeichnung Callout | Radiuswert (z. B. R1) | Größe × Winkel (z. B. 1 × 45°) |
| Logik der Bearbeitung | Werkzeugradius abhängig | Einfacher Weg; hochgradig standardisiert |
| Visueller Charakter | Weich und kontinuierlich | Scharf und mechanisch |
Strukturelle und Belastungsmerkmale
Aus konstruktiver Sicht bietet eine Verrundung einen kontinuierlichen, gekrümmten Übergang, der die Spannung von den Ecken wegleitet. Eine Fase ist zwar besser als eine scharfe Kante, führt aber immer noch zu einer geometrischen Unterbrechung, die bei ermüdungsanfälligen Anwendungen weniger effektiv zur Verringerung von Spannungskonzentrationen beiträgt.
Bearbeitung und Dokumentation
Die Dokumentation variiert je nach Merkmal: Bei Verrundungen liegt der Schwerpunkt auf der Krümmung (Radius), während bei Fasen die Tiefe und der Winkel des Schnitts definiert werden. Was die Produktion betrifft, so sind Innenverrundungen streng an die Geometrie des Fräsers gebunden, während Fasen eine größere Flexibilität bieten und oft wirtschaftlicher sind, wenn es darum geht, Standardkanten bei großen Produktionsläufen zu brechen.
Anwendungen und Ästhetik
Verrundungen bieten eine kontinuierliche, integrierte Ästhetik, während Fasen klare, mechanische Grenzen hervorheben. Die Wahl zwischen diesen beiden Formen erfordert oft einen Ausgleich zwischen strukturellen Anforderungen, Bearbeitungseinschränkungen und der beabsichtigten Formensprache des Teils.
Bewährte Praktiken im Design
Um Ihr Design for Manufacturing (DFM) zu optimieren und die Kosten zu kontrollieren, sollten Sie die folgenden Punkte beachten:
- Passende Werkzeuge: Richten Sie die Innenverrundungsradien an den gängigen Schaftfräserdurchmessern aus, um eine effiziente Bearbeitung zu gewährleisten und den Bedarf an Sonderwerkzeugen zu vermeiden.
- Intention klären: Geben Sie die Fasenmaße in den Zeichnungen eindeutig an, um Unklarheiten zu vermeiden; verlassen Sie sich nicht auf allgemeine Hinweise wie "scharfe Kanten entfernen".
- Merkmale standardisieren: Minimieren Sie die Vielfalt der Verrundungs- und Fasengrößen an einem einzigen Teil. Konsistenz reduziert den Werkzeugwechsel und die Rüstzeit, was zu höherer Effizienz führt.
- Verwenden Sie explizite Aufforderungen: Geben Sie immer spezifische numerische Werte an. Eine klare Dokumentation verringert die Hin- und Her-Kommunikation und minimiert das Risiko von Nacharbeiten.
- Vermeiden Sie Überkomplexität: Manchmal sehen komplexe Kantenbehandlungen im CAD gut aus, sind aber in der Produktion unnötig. Bevorzugen Sie einfache Standardmerkmale, wenn sie die strukturellen Anforderungen erfüllen.
Schlussfolgerung
Verrundungen und Fasen stellen ein Gleichgewicht zwischen technischer Funktion und Fertigungsrealität dar. Verrundungen eignen sich hervorragend für strukturelle Belastungen und interne Übergänge, vorausgesetzt, das Design bleibt werkzeugkompatibel. Fasen sind nach wie vor die beste Lösung für eine effiziente Montageführung und einen äußeren Kantenschutz. Für Teile, die sowohl Konstruktionsgenauigkeit als auch konsistente Ausführung erfordern, sind zuverlässige CNC-Bearbeitungsdienstleistungen spielen ebenfalls eine wichtige Rolle bei der Umsetzung dieser Kantendetails in praktische Fertigungsergebnisse. Letztendlich hängt es oft davon ab, wie rationell diese Kantendetails definiert sind, ob ein Teil einfach zu fertigen ist und eine gute Leistung erbringt.